An Approach to Failure Analysis of PC/ABS Resins Used in Automobile Parts: Molar Mass Determination via Gel Permeation Chromatography
Tosoh Bioscience LLC
Amandaa K. Brewer, PhD, Tosoh Bioscience LLC
For polymeric materials the molar mass and molar mass distribution play a vital role in the determination of mechanical, bulk, and solution properties. These properties govern polymer processing and the end-use performance of a given material (1,2). Unlike small molecules, which have discrete molar mass distributions, synthetic polymers are typically composed of hundreds to thousands of chains of different molar mass that result in a distinctive molar mass distribution. The shape and breadth of a polymer's molar mass distribution will depend on the mechanism, kinetics and condition of the polymerization, and will dictate the end-use properties of the polymer. Polymer properties such as hardness, tear strength, impact resistances, wear, brittleness, toughness, tackiness, etc., are important in determining the successes or failure of a given material.
One polymeric material of particular interest to the automotive industry is an alloyed grade thermoplastic: polycarbonate acrylonitrile-butadiene-styrene (PC/ABS). High-impact and heat-resistant grades of PC/ABS alloys are used in the instrument panels, armrests, interior trim panels, seatbelt retainers, glove compartment doors, and lift gates of automobiles, while plating grades of PC/ABS are used in wheel covers, grilles, headlight bezels, mirror housings, and decorative trim (3). The numerous uses of PC/ABS in the automotive industry makes the characterization of the PC/ABS essential for the determination of whether an end-use material will be successful or not. The physical and chemical properties of PC/ABS resins are traditionally analyzed by techniques such as, infrared spectroscopy (FT-IR), differential scanning calorimetry (DSC), thermogravometric analysis (TGA), gel permeation chromatography (GPC), and melt flow (4). Each of these techniques provides various details about the PC/ABS material being used to form the given automotive part, e.g. FT-IR, DSC and TGA all provide information about crosslinking, while GPC (depending on the detection methods implemented) can provide information regarding molar mass, molar mass distribution, and polymeric size.
The difference between a successful and unsuccessful polymer based material can be determined by observing the molar mass and molar mass distribution of the polymer(s) encompassing the end-use material. Here we have implemented the use of the EcoSEC® GPC System encompassing dual flow refractive index (RI) and UV detectors to perform failure analysis on two PC/ABS automobile parts. The use of GPC for the failure analysis allowed for determination of the molar mass averages, molar mass distributions, and a comparison of successful and unsuccessful PC/ABS automobile parts.
Experimental Conditions
PC/ABS samples were prepared by dissolving shaved off portions of the sample in tetrahydrofuran (THF) (Fisher Chemical) for a final sample concentration of 1.0 g/L. Samples were shaken manually, allowed to sit overnight, and filtered using a 0.45 μm PTFE syringe filter (Acrodisc) before analysis was performed. Sample analysis was performed on a system consisting of an EcoSEC GPC System (HLC-8320) (Tosoh Bioscience LLC, King of Prussia, PA) equipped with RI and UV detectors. The UV absorbance was monitored at a wavelength of 254 nm. Separation of filtered 10 μL injections occurred over a column bank consisting of two 4.6 mm i.d. × 15 cm, 4 μm particle size TSKgel® SuperMultiporeHZ-M columns (exclusion limit 1,000,000 g/mol) proceeded by the appropriate guard column (Tosoh Bioscience LLC). The mobile phase was THF at a flow rate of 0.35 mL/min. Detector, pump oven, and column oven were maintained at 35 °C.
For all chromatographic determinations, results are averages of three injections from two separate sample dissolutions. Data was processed with the EcoSEC GPC Workstation software, version 1.08. The molar mass and molar mass distribution of the PC/ABS samples was determined based on a polystyrene relative calibration curve created from a PStQuick MP-M polystyrene mix standard (Tosoh Bioscience LLC) ranging in molar mass from 530 to 780,000 g/mol under the same experimental conditions as sample analysis. Calibration curve data was fitted with a linear function and error values were less than 1%.
Results and Discussion
As mentioned in the "Introduction and Experimental" sections, an EcoSEC GPC System encompassing dual flow refractive index and UV detectors was used for failure analysis of PC/ABS automobile parts. The molar mass averages of two samples, successful and unsuccessful PC/ABS, were determined via GPC. The successful product was shown to perform up to standards while the unsuccessful product failed at some point during production or usage. The dual-detector GPC experiments provide two forms of comparison between the successful and unsuccessful PC/ABS automobile parts: GPC chromatograms and polystyrene relative molar mass averages and distributions.
The chromatograms of the successful and unsuccessful PC/ABS as monitored by both the RI and UV detectors are shown in Figure 1. The successful PC/ABS sample elutes prior to the unsuccessful PC/ABS. The shorter retention time of the successful PC/ABS indicates that the successful PC/ABS sample is larger in polymeric size than the unsuccessful PC/ABS sample; as the elution order in GPC is that of an "inverse-sieving" technique, large analytes sample a smaller pore volume than smaller analytes resulting in the larger analytes eluting from the column prior to the smaller analytes. Thus, the GPC chromatogram alone provides sufficient indication that the successful and unsuccessful PC/ABS samples are different from one another.


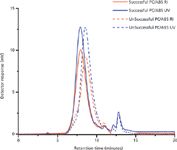
Figure 1: GPC elution profile of successful and unsuccessful PC/ABS automobile parts as monitored by RI (red) and UV (blue).
The results of the experiments, in the form of polystyrene relative molar mass averages, are given in Table I. The successful PC/ABS sample was determined to have a significantly higher number-, weight-, and z-average molar mass than the unsuccessful PC/ABS sample. The number-average molar mass, Mn, varies the greatest between the two samples, as Mn of the successful product is nearly twice that of the unsuccessful product. The difference in the molar mass averages is an important characteristic of any product as the molar mass averages dictates end-use properties such as tensile strength, elongation, brittleness, hardness, toughness, etc. For PC/ABS specifically, the molar mass averages directly influence the toughness and melt viscosity of the end-use material. Higher molar mass PC/ABS is tougher than their lower molar mass counterparts; thus, explaining one reason why the unsuccessful PC/ABS failed in the end-use material; the lower the molar mass, the weaker the end-use material. The difference in the molar mass averages between the successful and unsuccessful PC/ABS samples can also be observed in the form of molar mass distributions, MMD. The MMDs of both the successful and unsuccessful PC/ABS samples, as obtained by GPC/RI, are shown in Figure 2. The successful PC/ABS sample extends significantly further in the high molar mass direction than the unsuccessful PC/ABS sample, while the unsuccessful PC/ABS contains a considerably higher quantity of low molar mass species than the successful PC/ABS sample. The molar mass averages and distributions between the two PC/ABS samples differ enough to result in a successful and an unsuccessful end-use product.

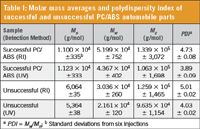
Table I: Molar mass averages and polydispersity index of successful and unsuccessful PC/ABS automobile parts
Conclusions
The EcoSEC GPC System with dual flow refractive index and UV detection was used to perform failure analysis of PC/ABS resins used in automobile parts. PC/ABS samples, successful and unsuccessful, were compared via GPC chromatograms and polystyrene relative molar mass averages and distributions.The successful PC/ABS sample was determined to have a higher molar mass and larger polymeric size, based on polystyrene relative molar mass averages and the GPC elution profile, than the unsuccessful PC/ABS sample. The use of GPC for failure analysis allowed for immediate differentiation between the successful and unsuccessful PC/ABS samples based on the GPC elution profile, which was then confirmed through observed differences in the polystyrene relative molar mass averages and molar mass distribution of the successful and unsuccessful PC/ABS samples.

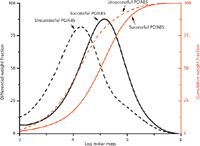
Figure 2: Overlay of cumulative and differential molar mass distributions of successful and unsuccessful PC/ABS automobile parts.
References
(1) A.M. Striegel, W.W. Yau, J.J. Kirkland, and D.D. Bly, Modern Size-Exclusion Liquid Chromatography 2nd ed. (Wiley, New York, 2009).
(2) S. Mori and H.G. Barth, Size Exclusion Chromatography (Springer, New York, 1999).
(3) S. Lampman, Characterization and Failure Analysis of Plastics (ASM International, Materials Park, 2003).
(4) J-S. Wu, S-C. Shen, and F-C. Chang, J. Appl. Polym. Sci. 50, 1379–1389 (2003).
Tosoh Bioscience, EcoSEC and TSKgel are registered trademarks of Tosoh Corporation.
Tosoh Bioscience LLC
3604 Horizon Drive, Suite 100, King of Prussia, PA 19406
tel. (484) 805-1219, fax (610) 272-3028
Website: www.tosohbioscience.com















SEC-MALS of Antibody Therapeutics—A Robust Method for In-Depth Sample Characterization
June 1st 2022Monoclonal antibodies (mAbs) are effective therapeutics for cancers, auto-immune diseases, viral infections, and other diseases. Recent developments in antibody therapeutics aim to add more specific binding regions (bi- and multi-specificity) to increase their effectiveness and/or to downsize the molecule to the specific binding regions (for example, scFv or Fab fragment) to achieve better penetration of the tissue. As the molecule gets more complex, the possible high and low molecular weight (H/LMW) impurities become more complex, too. In order to accurately analyze the various species, more advanced detection than ultraviolet (UV) is required to characterize a mAb sample.



