The Effect of Particle Monodispersity in HPLC Column Performance


Many developments in silica particles used in liquid chromatography have been well documented over the years. The move from irregular silica to spherical silica, the decrease in particle size from >5µm particle in HPLC to sub-2-µm particle size in UHPLC, the improved silica purity of type B silica over that of type A silica, and more recently the adoption of superficially porous particles versus traditional fully porous particles. One area of development that has been discussed less and is still open to debate is the particle size distribution (PSD) of these chromatographic materials. In this article, we discuss the move towards improved monodispersity of silica particles for use in high performance liquid chromatography (HPLC) and how the use of monodisperse particles can impact the resulting chromatographic parameters such as reduced plate height and column impedance. On a practical level we review how the reduction of PSD impacts efficiency, backpressure and sensitivity.
Chromatographic phases have come a long way since the early large pellicular particles that were in the range of 30–80 μm. In the 1970s, 10-μm and 5-μm spherical fully porous particles (FPPs) superseded pellicular particles and became the dominant particle of choice. Since then, particle sizes have been reduced still further with 3-μm and sub- 2-μm diameters, adding a higher degree of efficiency to separations, albeit at the expense of increased backpressure.
Silica-based spherical FPPs have many benefits, including a high surface area, high physical strength, and robust nature of the columns produced. This is why silica remains today the number one support material for chromatographic stationary phases despite the availability of other materials such as carbon, polymeric supports, zirconia, and hybrid materials, which have all been evaluated over the years. Because of the high surface area and the highly reactive nature of amorphous silica, there are few limitations to the stationary phase types that have been bound to the surface to enhance selectivity. This combination of selectivity from the stationary phase and efficiency from the particle is paramount to any separation in high performance liquid chromatography (HPLC) and ultrahigh-pressure LC (UHPLC).
Particle Morphology
Many early silica powders developed for use in chromatography were generated by the destabilization and aggregation of silicate solutions. They possessed irregular morphology and broad particle size distribution coupled with high impurity levels from metal ion contaminants.
In 1968, Stober and associates (1) designed a process for growing non-porous silica particles. By mixing alkyl silicate with ammonium in a water-alcohol solution, the formation of spherical silica particles was achieved, with the ability to produce different particles sizes by altering the reaction conditions. The problem was that this produced non-porous particles only. Later developments led to surfactants and porogens being introduced as a modification to the Stober process (2), which allowed silica morphology to be manipulated, producing what we know today as fully porous silica particles.
Commercial silicas produced using variations of the modified Stober process tend to have a wide particle size distribution (polydisperse). Previously sub-2-um, monodisperse particles have been manufactured and been assessed in literature (3,4). However, the major drawback of these early attempts was the lack of scaling between particle sizes, meaning its use as a commercial phase was limited. By carefully manipulating the processing conditions, a new commercial, monodisperse FPP (MFPP) has been produced. This process has been tailored to produce particle sizes ranging from sub-2-μm through to 10 μm.
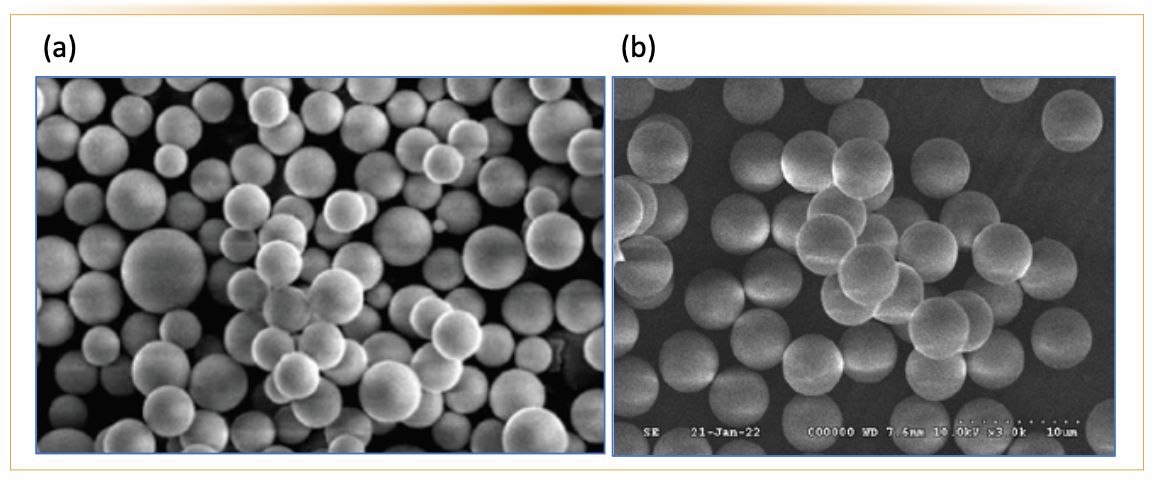
The difference in uniformity between polydisperse and monodisperse particles can be seen in Figure 1. The scanning electron microscopy (SEM) images of traditional HPLC particles and new monodisperse particles visually highlights the uniform size distribution of the new monodisperse particles.

 commercial polydisperse silica particles, and (b) monodisperse particles (Fortis Technologies Ltd).")
FIGURE 1: Particle SEM imaging, (a) commercial polydisperse silica particles, and (b) monodisperse particles (Fortis Technologies Ltd).
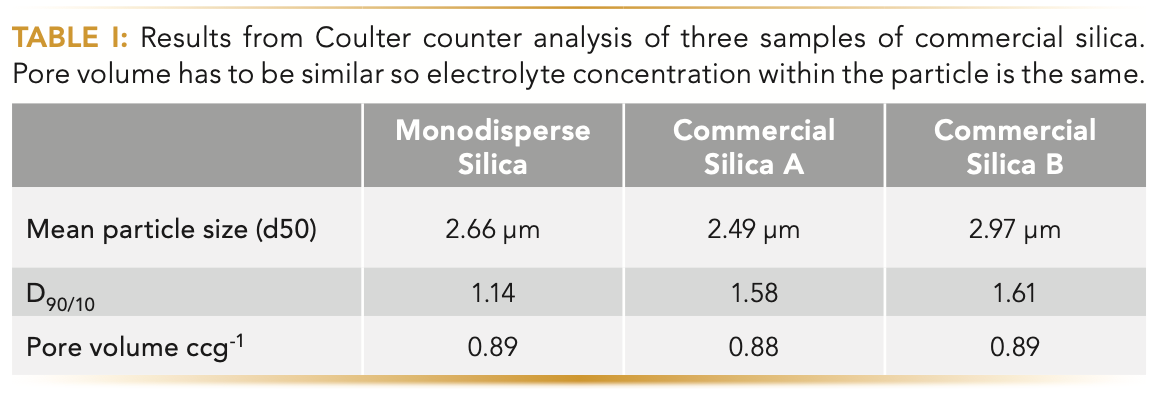
To accurately quantify particle size and distribution, techniques such as electrical zone sensing or laser diffraction are commonly used. To characterize the particle size distribution generated by either of these techniques, the ratio of D90/10 may be applied to gauge the degree of size uniformity of the particles. The parameter D90 signifies the point in the size distribution, up to and including, 90% of the total volume of material in the sample is “contained.” For example; if the D90 is 6 μm, this means that 90% of the sample has size of 6 μm or smaller. The definition for D50 is then the size point below, in which 50% of the material is contained. Similarly, the D10 is the size below, in which 10% of the material is contained. This description has long been used in size distribution measurements. As the particle size distribution for chromatographic silica moves towards monodisperse then the D90 and D10 values become closer together and the D90/10 ratio moves toward a value of 1.
Using a Coulter Multisizer 3 (Beckman Coulter Inc.), an electrical zone sensing instrument, we measured two commercial 3-μm porous silicas and compared against the MFPP. Figure 2 shows the particle distribution of two commercial 3-μm spherical silica samples in comparison with the MFPP. As can be seen, both commercial silicas have a much broader size distribution than the monodisperse material, with one having a slightly smaller mean particle size and the other a slightly larger mean particle size than the 3 μm specified in the manufacturer’s literature.

Figure 2: Particle size distribution measured by Coulter counter. Measuring aperture 50 µm, aperture current 800 µA, measurement diluent is Isoton II. Color Key: Green is commercial 3 µm silica sample A; Blue is commercial 3-µm silica sample B; Red is monodisperse commercial 3-µm silica sample. Resulting numbers are shown in Table I.
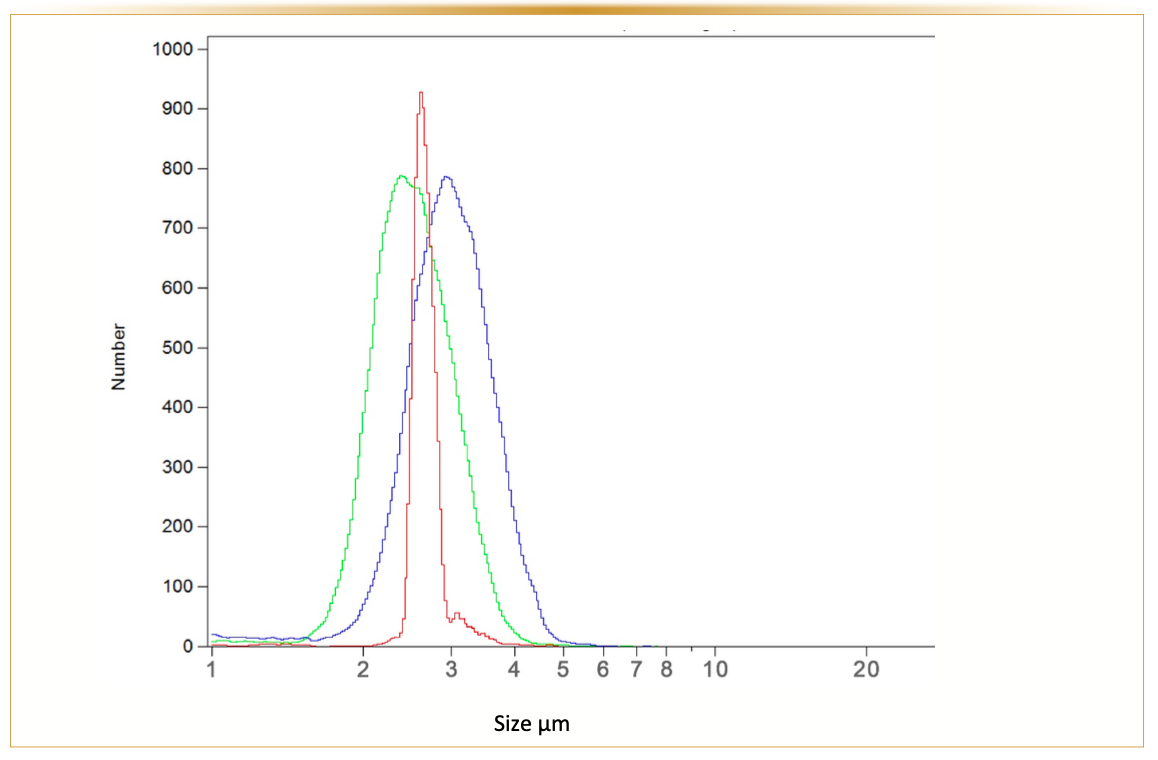
The D90/10 values calculated from the size distribution data can be seen in Table I, where the traditional particles possess D90/10 values greater than 1.5. In comparison, the new monodisperse particles achieve a D90/10 of 1.1. To this day, commercial silica columns containing particles with these high D90/10 values (>1.5) are being successfully used with an acceptable level of column efficiency for the user. Theoretically, we should now expect these monodisperse particles to improve column performance.

Origin of Efficiency with a MFPP
Figure 3 shows a graph of the average column efficiencies obtained for twenty 150 x 4.6 mm columns packed with a 5-μm polydisperse C12 (internal Fortis Technologies bonding) with a D90/10 value of 1.5. An aver- age efficiency of 72,500 plates per meter (p/m) was achieved. A monodisperse 5-μm particle exhibiting a D90/10 of 1.1 with identical C12 bonding realized an average efficiency of 114,000p/m over 20 packed columns of identical dimension. Therefore, a gain in the region of 57% efficiency because of the difference in the monodispersity of the particles was achieved.

FIGURE 3: Efficiency gains over traditional porous particles. Each bar represents the Average of 20 packed columns of each material. (a) 5 μm traditional porous particles D90/10 1.5 and 5 μm monodisperse particles D90/10 1.1. (b) 3 μm traditional porous particle and 3 μm monodisperse particle. All columns: 150 x 4.6 mm; 60:40 acetonitrile:water, flow rate 1mL/min, wavelength 254 nm. Analytes: uracil, phenol, propiophenone, butyrophenone, napthalene.
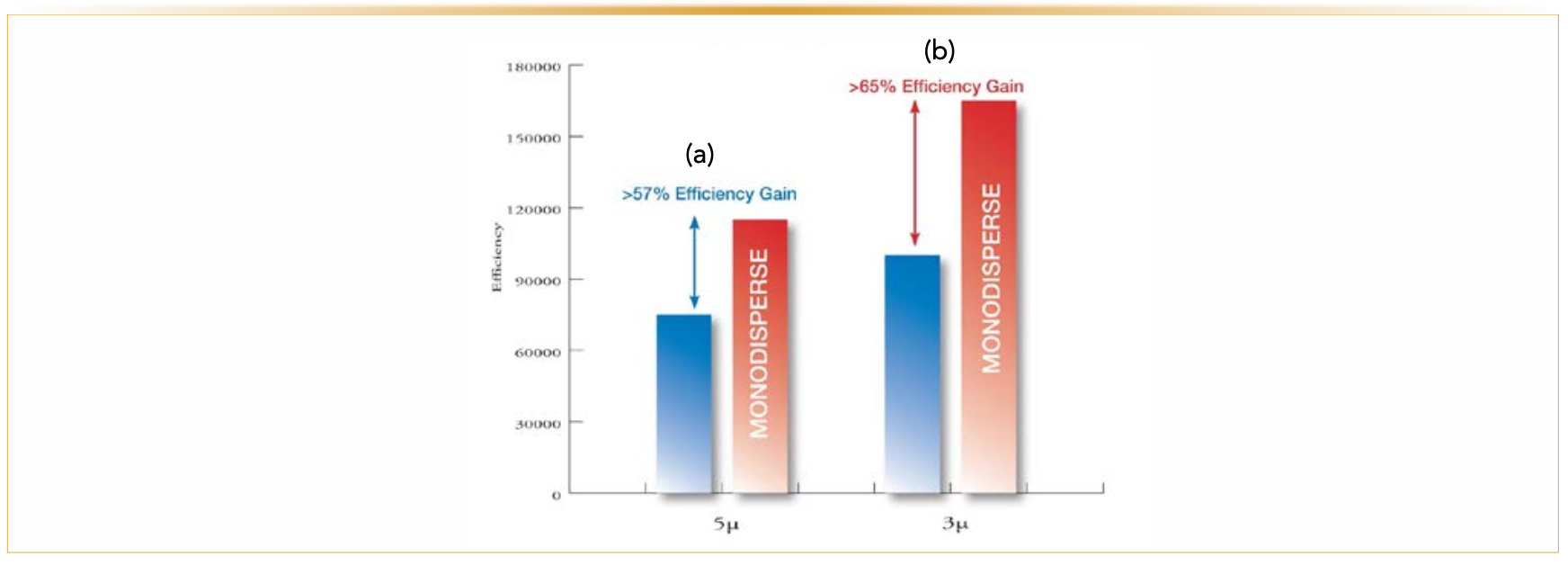
When the experiment was repeated with 20 columns of 3-μm particles, the average efficiency for traditional polydisperse 3-μm particles was 98,000 p/m. Monodisperse particles achieved 165,000 p/m on average.
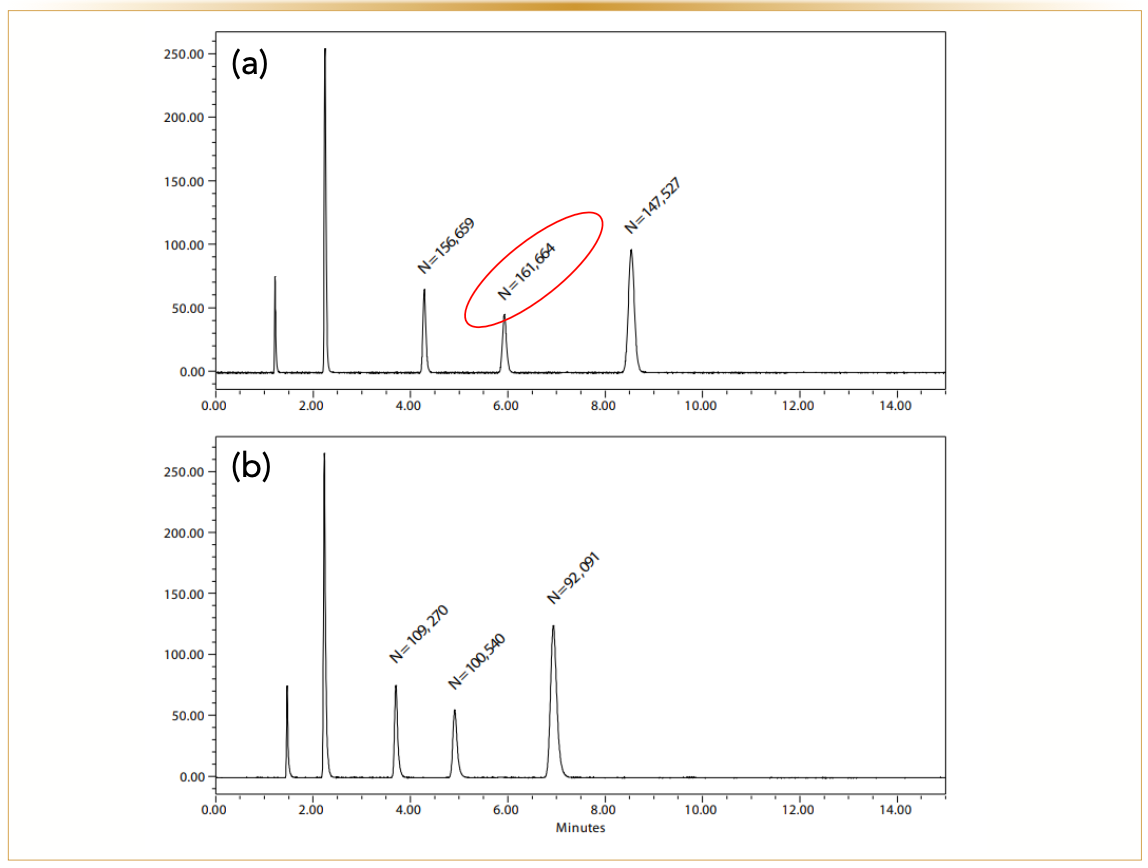
Figure 4 shows a typical chromatogram from each batch of monodisperse and polydisperse columns or packed columns. Using the 3-μm C12 150 x 4.6 mm columns, efficiency is shown to be significantly higher on the monodisperse column, as would be expected. Efficiency is manifested chromatographically as improved resolution and sensitivity.

FIGURE 4: Chromatographic gain in efficiency. (a) 3 μm monodisperse C12, (b) 3 μm polydisperse. Both columns 150 x 4.6 mm, 60:40 acetonitrile:water, temperature: 25 oC, and a wavelength of 254 nm. Analytes: uracil, phenol, propiophenone, butyrophenone, naphthalene, and a wavelength of 254 nm. Axis labels are Time (min) for x-axis and Signal for y-axis.
This research will continue to include multiple column diameters (that is, 3 mm and 2.1 mm i.d. columns) to ascertain the contribution from packing and to ensure it is representative across dimensions and is not adversely influenced by increased wall effects or the inherent difficulty in packing narrow bore columns.
So, What Causes This Efficiency Increase Seen in HPLC Columns Packed with Monodisperse Particles?
Assuming the particles are packed under controlled conditions and testing has been optimized (reduced dwell volume of system to a minimum), there will be three main parameters which contribute to lower reduced plate heights (5) (hmin) as defined in the van Deemter equation. The first term, A (Eddy diffusion) is the function of the size and distribution of the interparticle channels or nonuniformities in the packed bed. Secondly, the B term is inversely proportional to linear velocity so describes the molecules diffusion in the axial direction into and out of the pore structure. Finally, the C term which is proportional to linear velocity represents the mass transfer of the molecule from the solvent into the particle stationary phase and back again.
When superficially porous particles (SPP) with narrower particle size distributions came to market (6.7), it was widely assumed that their lower hmin counts were attributed to the narrower PSD, allowing the formation of homogenous packed beds and therefore, a reduced A term, coupled with a smaller impact from the rapid mass transfer of solutes into and out of the reduced porous shell structure. Further studies (8,9) have suggested that longitudinal diffusion into a lower pore volume could be a more significant contributing factor than was initially envisaged. With MFPPs, we should potentially see the same gains from the A term (Eddy diffusion) as SPP particles first imagined. Since both have an almost identical level of monodispersity with D90/10 values around 1.1.
If pore size, pore structure, pore diameter and mean particle size do not differ between MFPP and traditional porous particles in any significant respect, the flow path around a homogenous well packed column bed will have to be the main contribution to the much-enhanced efficiency seen for MFPP columns. Further study will be required to ascertain the individual contributions.
Effect of Monodispersity on Column Backpressure
By moving to monodisperse high efficiency particles, do we have a positive or detrimental effect on column backpressure?
There is evidence in the literature to suggest that it is difficult to differentiate between the contribution of PSD on the column backpressure as opposed to the impact of column packing process itself. Daneyko (10) suggested column packing was a high contributing factor. Cabooter (11) suggested a small PSD was key. Liekens (12), similar to Dewaele (13), fabricated mixed particle sizes to try and determine the impact of PSD, concluding that while there was no significant drop in hmin when used at optimum linear velocity, at higher elution speeds there was both a drop off in efficiency and also significant increase in backpressure.
Anecdotally, we see in our early evaluations that, although column packing processes impact on the resulting efficiency, there is a clear improvement in column performance when monodisperse particles are compared with polydisperse particles without any discernible increase in backpressure. These new MFPP in various particle sizes will aid in the evaluations since until now narrow PSD was only really available with SPP particles.
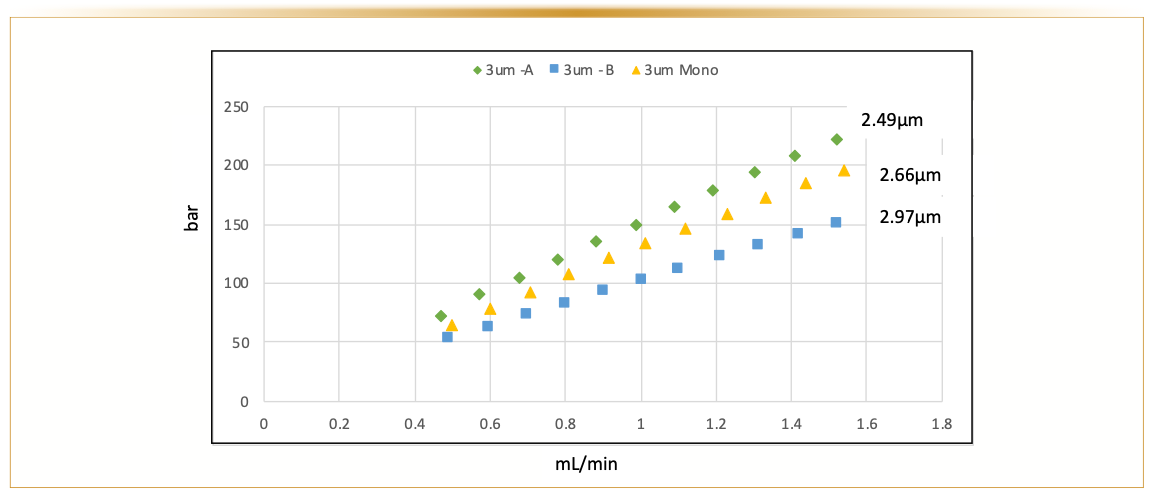
In our laboratory, we studied the column backpressure of commercial silicas, each possessing different PSDs (Table I). This was done by packing each silica under identical pressure and flow conditions, to ensure parameters such as sedimentation rates played no part in the ensuing results. Silicas were selected that possessed the same pore volume and pore diameter. From the results shown in Figure 5, we can see that although the mean particle size affects the backpressure, the degree of monodispersity (D90/10) did not. This would tie in well with the opinions of Dewaele.

FIGURE 5: Impedance of two commercial particles and a monodisperse particle, all marketed as 3 μm in the manufacturer's literature. Size measured by Coulter counter.
Gains in Loading Capacity
Because of the much higher surface area available on the MFPP than the SPP, sample loading can be increased without loss of peak shape, efficiency, and therefore, resolution. Currently, this is where we see limitations in the performance of SPP particles.
The monodisperse particles studied in this article have a surface area of 350 m2/g thereby offering higher retention as well as increased loading capacity. When peak overload occurs, critical separations, such as a parent peak and its impurities, become compromised and the loading capacity is significantly reduced potentially up to a 10-fold difference.
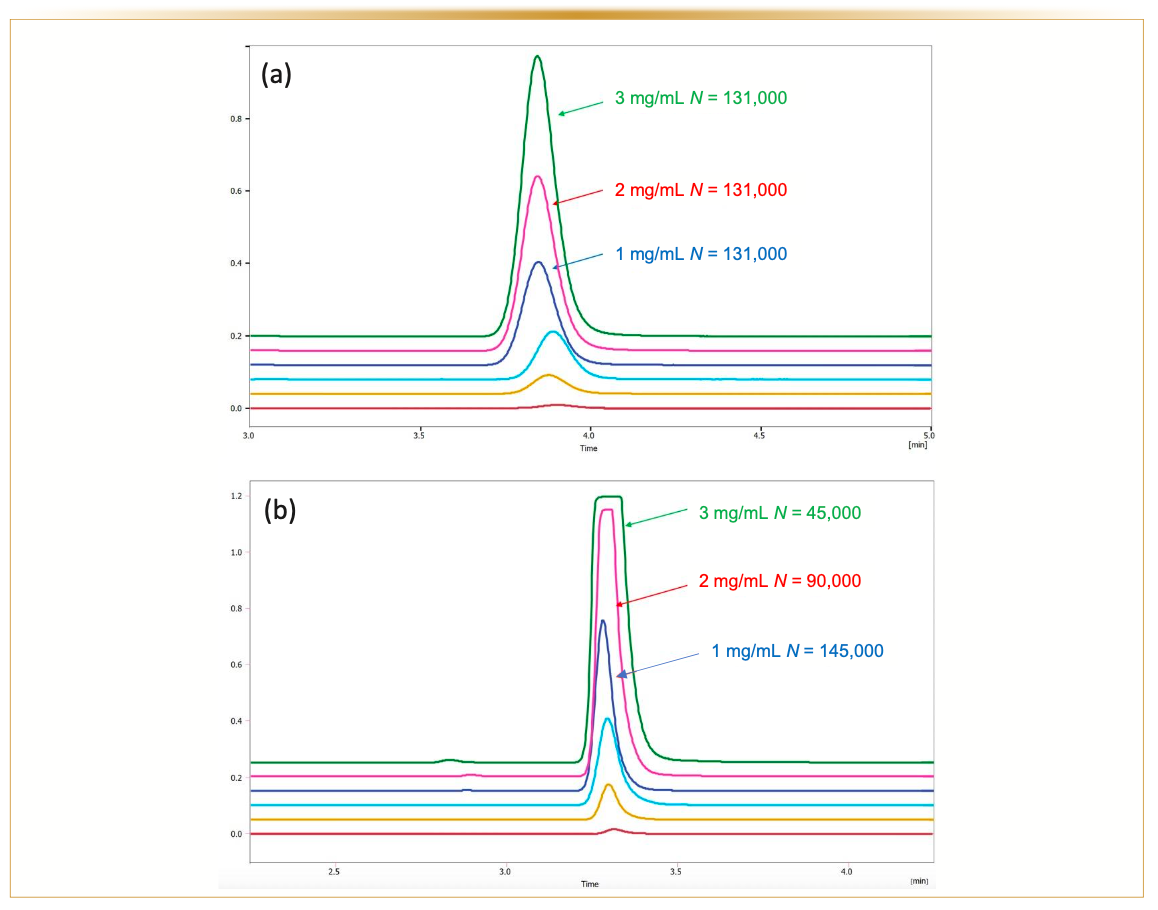
A loading study was performed, for both SPP and MFPP, by steadily increasing the mass of sample that was injected onto the respective column (Figure 6). It can clearly be seen how efficiency drops rapidly as overload quickly occurs on SPP particles. The importance of this issue is significant when considering the development of analytical methods for any new molecular entity (NMEs) that will ultimately require purification once they move to a manufacturing process. The ability to move from a UHPLC sub-2-μm particle in initial method development to a 5-μm or 10-μm FPP in a production environment relies on the ability to have a scalable particle at a non-prohibitive cost that is available in multiple column diameters. Because of the processing costs involved in the manufacture of SPP materials, they are often not commercially available in larger preparative column dimensions, and those that are can be prohibitively expensive. By contrast, these new MFPP materials are produced by conventional manufacturing methods at no more expense than the current commercial silicas. Therefore, they can be supplied in all preparative column formats at a cost affordable to most production sites requiring this type of chromatography.

FIGURE 6: Loading study on (a) monodisperse fully porous particle, and (b) SPP particle. Compound: napthalene at 6 different concentrations. Both columns 150 x 4.6 mm, mobile phase 50:50 acetonitrile:water. Axis labels are Time (min) for x-axis and Voltage for y-axis.
Is Efficiency Enough?
The primary goal of HPLC is the separation of one or more analytes within a mixture. Focusing on increasing efficiency alone is analogous to overcoming only part of the challenge posed by separation science.
Selectivity is an often-overlooked concept as the majority of analysts will start method development with the selection of a C18 stationary phase running a simple aqueous: organic mobile phase. Although this approach is great for simplicity and with a relatively high percentage success rate, it does not always allow for the separation of complex samples or closely related species. The separation challenges that lie ahead include isomers and molecules with near identical structural properties as well as complex samples from, for example, biological sources. These challenges require the resolving power of stationary phase selectivity.
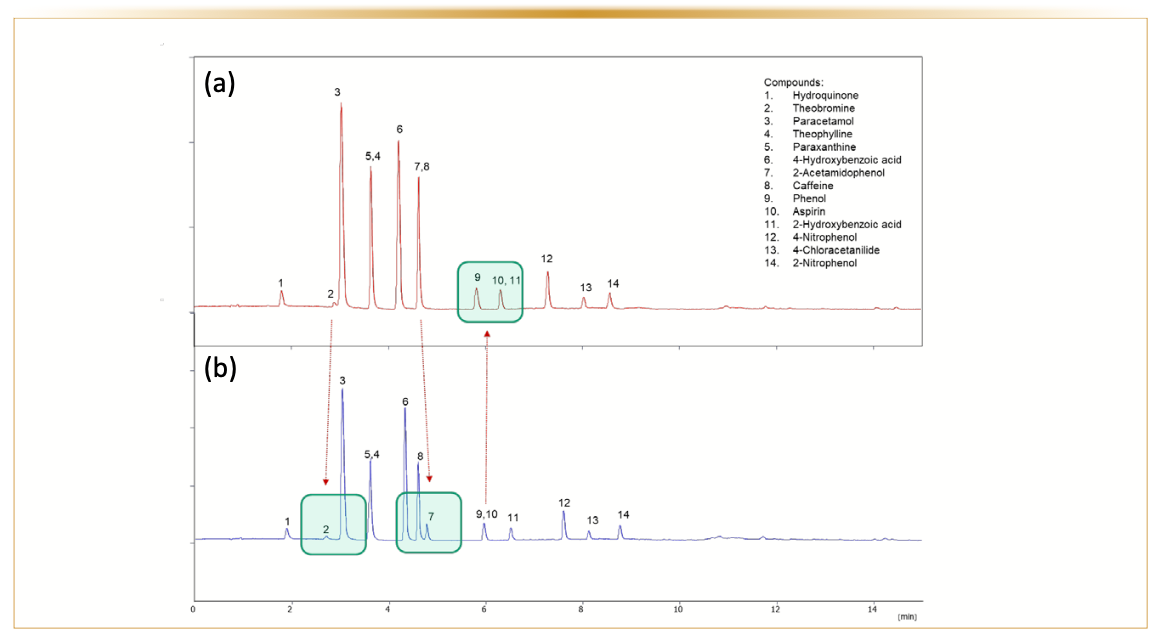
If we can expand on the traditional stationary phase characteristics by introducing not just alkyl chain hydrophobicity (that is, C18 and C8), but by their halogenated, aromatic, or polar character, then these secondary mechanisms will promote greater analyte-stationary phase engagement. Figure 7 shows the separation of a diverse mixture of compounds on two, predominantly C18 alkyl chain phases, however one has aromatic secondary character and one has pentafluorophenyl (PFP) secondary character. It can be clearly seen that in some areas of the chromatogram the phases appear to be quite similar in selectivity, whereas with some of the components there are large shifts in resolution between analyte pairs. This is the type of movement that can then be tuned for the NME and its impurities in initial method development screening.

FIGURE 7: Selectivity on a (a) monodisperse C18/AR, and (b) a monodisperse C18/PFP. All columns are 3 μm 100 x 2.1 mm. Mobile phase A: 10 mM ammonium formate pH 3.0, B: 10 mM ammonium formate 3.0 in a cetonitrile. Flow rate is 0.4 mL/min., wavelength is 254 nm, temperature is 40 oC. Compounds are: 1. hydroquinone, 2. theobromine, 3. paracetamol, 4. theophylline, 5. paraxanthine, 6. 4-hydroxybenzoic acid, 7. 2-acetamideophenol, 8. caffeine, 9. phenol, 10. aspirin, 11. 2-hydroxybenzoic acid, 12. 4-nitrophenol, 13. 4-chloracetanilide, 14. 2-nitrophenol. Axis labels are Time (min) for x-axis and Signal (voltage) for y-axis.
Further surface modifications produced by manufacturers to offer enhanced selectivity are far too numerous for the scope of this article and have been characterized in multiple ways, such as the Tanaka (14) protocol, Engelhardt (15) test or the Synder, Dolan (16) hydrophobic-subtraction model. The reader should take some time to review as much of this work as possible as it offers a good insight into the diversity available in stationary phase design over the years along with many good examples of application development to solve challenging separations.
The more selectivity that can be imparted from the stationary phase the less demand there is to manipulate the mobile phase, temperature or pH range. Changes in the organic mobile phase component seem to have become somewhat limited in RP chromatography because of miscibility, safety, cost, and environmental impact of solvents. Fully porous monodisperse particles available with a wide range of orthogonal stationary phases will therefore allow the separation scientist to optimize selectivity and speed of analysis without the need for exhaustive method development or pushing the extremes of pH, additives or solvent mixtures.
This simplification leads to more robust, reproducible methods which is a productivity gain within our development process.
Conclusion
There have been many developments in particle technology over the years aimed to improve performance, resulting in chromatography with increased speed, efficiency, and sensitivity. However, these changes always appeared to provide a benefit at the expense of another parameter, whether that be the high backpressure trade-off for the efficiency gain in UHPLC, or the limited sample loading and cost tradeoff made for the efficiency gain seen with SPP particles. With the development of a monodisperse fully porous particle (MFPP) there is now a commercially available silica support that brings performance benefits without associated drawbacks.
MFPP particles have now been optimized to a degree where commercialization has now been achieved. Improving the particle morphology has led to gains in efficiency over existing porous particles in the region of 50–60%, giving greater sensitivity and resolution. These gains are attributed to the reduced A-term as a result of the better flow path through the interstitial spaces in the packed column bed.
Our studies show when comparing equivalent 3-μm monodisperse packed beds and polydisperse packed beds we see no discernible backpressure differences that could be attributed to the improved monodispersity. By increasing monodispersity we have in effect simultaneously eliminated both small and large particles, and their respective contribution to increasing and decreasing back pressure is therefore canceled out. Hence, we see no net increase in backpressure.
By maintaining a fully porous structure in these monodisperse particles we show the high surface area leads to high sample loading capacity. Our loading studies showed a >4-fold increase in capacity on a simple pharmaceutical molecule when comparing to a high efficiency core-shell particle.
We acknowledge how even with the enhanced efficiency of a monodisperse particle, a choice of orthogonal stationary phases is critical to the more complex samples faced in the current pharmaceutical and biomolecule workflow. This topic will be covered in further articles.
Further study of these monodisperse particles will revolve around additional comparison with SPP, trying to understand all of the contributions leading to the source of the efficiency gains. Assuming the A-term, particle size and packing density are similar with both, what is the difference between C-terms? Also, can you compartmentalize the column packing process impact from the particle architecture contributions?
In summary, MFPP offers high efficiency, high surface area with homogenous well packed column beds for analytical through to preparative scale chromatography. Method development and method transfer can move seamlessly from initial UHPLC through to preparative scale production environment. In particular, 3-μm MFPP particles have been shown to offer gains in efficiency similar to UHPLC particles without a trade off in increased backpressure or loading capacity.
References
(1) Stober, W.; Fink, A.; Bohn, E. Controlled Growth of Monodisperse Silica Spheres in the Micron Size Range. J.Colliod Interface Sci. 1968, 26, 62–69. DOI: 10.1016/0021-9797(68)90272-5
(2) Buchel, G.; Gruin, M.; Unger, K.; Matsumoto, A.; Kazuo, T. Tailored Syntheses of Nanostructured Silicas: Control of Particle Morphology, Particle Size and Pore Size. Supramol. Sci. 1998, 5, 253–259. DOI: 10.1016/S0968-5677(98)00016-9
(3) Gritti, F.; Guiochon, G. The Quantitative Impact of the Mesopore Size on the Mass Transfer Mechanism of the New 1.9μm Fully Porous Titan-C18 Particles. I: Analysis of Small Molecules. J. Chromatog. A 2015, 1384, 76–87. DOI: 10.1016/j.chroma.2015.01.047
(4) Gritti, F.; Bell, D.; Guiochon, G. Particle Size Distribution and Column Efficiency. An Ongoing Debate Revived with 1.9 μm Titan-C18 Particles. J. Chromatog. A 2014, 1355, 179–192. DOI: 10.1016/j.chroma.2014.06.029
(5) van Deemter, J. J.; Zuiderweg, F.; Klinkenberg, A. Longitudinal Diffusion and Resistance to Mass Transfer as Causes of Nonideality in Chromatography. Chem. Eng. Sci. 1956, 5, 271. DOI: 10.1016/0009-2509(56)80003-1
(6) Kirkland, J.; Langlois, T.; DeStefano, J. Fused Core Particles for HPLC Columns. American Lab. 2007, 18–21. https://www.americanlaboratory.com/913-Technical-Articles/1304-Fused-Core-Particles-for-HPLC-Columns/
(7) DeStefano, J.; Langlois, T.; Kirkland, J. Characteristics of Superficially-Porous Silica Particles for Fast HPLC: Some Performance Comparisons with Sub-2-µm Particles. J. Chromatogr. Sci. 2008,46, 254–260. DOI: 10.1093/chromsci/46.3.254
(8) Guiochon, G.; Gritti, F. Shell Particles, Trials, Tribulations and Triumphs. J. Chromatogr. A 2011, 1218, 1915–1938. DOI: 10.1016/j.chroma.2011.01.080
(9) Hayes, R.; Ahmed, A.; Edge, T.; Zhang, H. Core–Shell Particles: Preparation, Fundamentals and Applications in High Performance Liquid Chromatography. J. Chromatogr. A 2014, 1357, 36–52. DOI: 10.1016/j.chroma.2014.05.010
(10) Danyenko, A.; Holtzel, A.; Khirevich, S.; Tallarek, U. Influence of the Particle Size Distribution on Hydraulic Permeability and Eddy Dispersion in Bulk Packings. Anal. Chem. 2011, 83, 3903–3910. DOI: 10.1021/ac200424p
(11) Cabooter, D.; Fanigliulo, A.; Bellazzi, G.; Allieri, B.; Rottigni, A.; Desmet, G. Relationship Between the Particle Size Distribution of Commercial Fully Porous and Superficially Porous High-Performance Liquid Chromatography Column Packings and their Chromatographic Performance. J. Chromatogr. A 2010, 1217, 7074–7081. DOI: 10.1016/j.chroma.2010.09.008
(12) Liekens, A.; Bilen, J.; Sherant, R.; Ritchie, H.; Deneyar, J.; Desmet, G. High Performance Liquid Chromatography Column Packings with Deliberately Broadened Particle Size Distribution: Relation Between Column Performance and Packing Structure. J. Chromatogr. A 2011, 1218, 6654–6662. DOI: 10.1016/j.chroma.2011.07.055
(13) Dewaele, C.; Verzele, M. Influence of the Particle Size Distribution of the Packing Material in Reversed-Phase High-Performance Liquid Chromatography. J. Chromatogr. A 1983, 260, 13–21. DOI: 10.1016/0021-9673(83)80002-8
(14) Kimata, K.; Iwaguchi, K.; Onishi, S.; Jinno, K.; Eksteen, R.; Hosoya, K.; Araki, M.; Tanaka, N. Chromatographic Characterization of Silica C18 Packing Materials. Correlation Between a Preparation Method and Retention Behavior of Stationary Phase. J. Chromatogr. Sci. 1989, 27, 721–728. DOI: 10.1093/chromsci/27.12.721
(15) Engelhardt, H.; Jungheim, M. Comparison and Characterization of Reversed Phases. Chromatographia 1990, 29, 59–68. DOI: 10.1007/BF02261141
(16) Synder, L.; Dolan, J.; Carr, P. The Hydrophobic-Subtraction Model of Reversed-Phase Column Selectivity. J. Chromatogr. A 2004, 1060, 77–116. DOI: 10.1016/j.chroma.2004.08.121
About the Co-Authors

Ken Butchart is co-founder and Research Director of Fortis Technologies Ltd and has master degrees in Chemical Technology and Business from Bradford and Strathclyde Universities. Over the past 25 years, he has worked directly in the chromatography industry, specifically on the manufacture of silica particles and the design and commercialization of stationary phases for HPLC. With a proven track record of successful product development, he has presented his research and development data at symposia worldwide. His continued focus remains on the improvement of particle and phase chemistry performance in order to provide the analytical chemist with the best tools for achieving their desired chromatographic separations.

Mark Woodruff co-founded Fortis Technologies Ltd in 2005, having spent 10 years developing stationary phases for what used to be the Hypersil brand. Mark worked as the Technical manager and the Global Product Manager for HPLC columns at Thermo Hypersil. Mark has a BSc and Masters in Analytical Chemistry as well as an MBA from Manchester University (UK). Mark is currently involved in the development and marketing of new columns from Fortis Technologies and has an excellent relationship with many key people in major pharmaceutical companies in order to ensure that the needs of the industry are met.














Polysorbate Quantification and Degradation Analysis via LC and Charged Aerosol Detection
April 9th 2025Scientists from ThermoFisher Scientific published a review article in the Journal of Chromatography A that provided an overview of HPLC analysis using charged aerosol detection can help with polysorbate quantification.

Removing Double-Stranded RNA Impurities Using Chromatography
April 8th 2025Researchers from Agency for Science, Technology and Research in Singapore recently published a review article exploring how chromatography can be used to remove double-stranded RNA impurities during mRNA therapeutics production.


