Headspace Solid-Phase Microextraction Coupled with Gas Chromatography–Mass Spectrometry for the Characterization of Polymeric Materials
LCGC North America
HS-SPME-GC–MS is a valuable technique for identifying volatile organic compounds, additives, and degradation products in industrial rubber, car labeling reflection foil, and bone cement materials.
For the last 20 years, solid-phase microextraction (SPME) in headspace (HS) mode has been used as a valuable sample preparation technique for identifying degradation products in polymers and the determination of residual monomers and other light-boiling substances in polymeric materials. For more than 10 years, our laboratory has been involved in projects focused on the application of HS-SPME-gas chromatography–mass spectrometry (GC–MS) for the characterization of polymeric materials from many branches of manufacturing and building industries. This article describes the application of this technique for identifying volatile organic compounds (VOCs), additives, and degradation products in industrial rubber, car labeling reflection foil, and bone cement materials. The obtained analytical results were then used for troubleshooting and remedial action of the technological processes as well as for the health protection of producers and users.
Sample preparation is an essential step in an analysis, greatly influencing the reliability and accuracy of the resultant time and cost of analysis. Most modern sampling methodologies for chromatographic analysis involve one of the basic mass transfer processes, either alone or in combination, including partition (analytes are removed from samples by dissolution in a proper solvent), adsorption (analytes are bonded or retained over the solid surface), and volatilization (volatile target species are selectively vaporized and separated from the matrix and interfering compounds) (1). Solid-phase microextraction (SPME) is a very simple and efficient, solventless sample preparation method that was invented by Pawliszyn and colleagues in 1989 (2–4). This method has been widely used in different fields of analytical chemistry since its first applications to environmental and food analysis. SPME integrates sampling, extraction, concentration, and sample introduction into a single solvent-free step. Solutes from a sample are directly extracted into an absorptive polymeric layer coated onto a solid fused-silica fiber. After the sample is exposed to the fiber for some time, equilibrium is reached and the extracted mass is, from this moment on, maximized and constant. The amount of extracted analytes is proportional to their concentration in the sample. Then the SPME fiber and captured solutes are transferred into an injection system that desorbs the solutes into the gas mobile phase (helium) of the gas chromatograph, and at the same time the analysis run is started. The method saves preparation time and disposal costs, and can improve detection limits. It has been routinely used in combination with gas chromatography (GC) and GC–mass spectrometry (GC–MS) and successfully applied to a wide variety of compounds, especially for the extraction of volatile and semivolatile organic compounds from environmental, biological, and food samples (5).
For the last 20 years, SPME in headspace (HS) mode has been used as a valuable sample preparation technique for identifying degradation products in polymers and the determination of residual monomers, other light-boiling and semivolatile substances, and additives in polymeric materials (6–12). Commercial plastics and rubbers typically contain a number of additives that are included to give particular physical or chemical properties. These additives include plasticizers, extender oils, carbon black, inorganic fillers, antioxidants, antiozonants, heat and light stabilizers, tackifying resins, processing aids, cross-linking agents, accelerators, retarders, adhesives, pigments, smoke and flame retardants, and others. New low-molecular-weight compounds are also formed because of the degradation of polymer matrix and additives during synthesis, processing, and service-life as well as after disposal of the polymeric materials (13). Knowledge about additives and degradation products is important to verify the ingredients, reconstruct recipes of unknown materials, investigate manufacturing problems, identify odorants or irritants that evolve from polymeric materials, and evaluate the degradation mechanisms and long-term properties (13). Because of the environmental concern for chemicals, the total composition of polymeric materials has become an important issue. Material testing for outgassing volatile organic chemicals is required in many industries to ensure consumers are not being exposed to harmful contaminants. This testing is especially important when a material such as a plastic is exposed to excessive heat with little or no ventilation. A good example would be plastic materials in a car, such as dash boards, which are exposed to very high temperatures in direct sunlight. Volatile chemicals may pose a risk in poorly ventilated homes. The manufacturing worker, the people involved with polymer processing and fabricating, and finally the consumer should not be exposed to toxic substances. The composition of the material is especially important in applications such as food wrappings, utensils for eating and cooking, toys, and medical and biomedical products (13,14). Many polymers and polymer additives are produced in large quantities and can be found in different environmental and biological samples-for example, microplastics in marine systems.
For more than 10 years, our laboratory has been involved in projects focused on the application of HS-SPME-GC–MS for the characterization of polymeric materials from many branches of manufacturing and building industries. This article describes new and significant application examples of HS-SPME-GC–MS for the characterization of rubber materials like hydraulic cylinders from the automotive industry, tire and sealing rubber, as well as the identification of volatile organic compounds (VOCs), additives, and degradation products in industrial plastic foil and bone cement for medical use. Some of the obtained analytical results were then used for troubleshooting and remedial action of the technological processes as well as for health protection of the producer and user.
Materials and Methods
Samples
Samples of rubber membrane from a failed automotive hydraulic cylinder, car tire rubber, sealing rubber material, car labeling reflection foil, and bone cement were used for investigation.
Solid-Phase Microextraction
An SPME fiber holder for manual use and a 75-µm carboxen–polydimethylsiloxane (CAR/PDMS) fiber obtained from Supelco were used for extraction. The fiber was conditioned at 300 °C for 1 h before first use. We used 20-mL headspace glass vials with an aluminum-coated silicone rubber septum and pressure released aluminum seal obtained from LABC Labortechnik. A Sonorex Super RK 31H compact ultrasonic bath from Bandelin electronic was used at 60 °C for sample agitation.
SPME Procedure
Approximately 50 mg of the solid sample was sealed in a 20-mL headspace glass vial with an aluminum-coated silicone rubber septum. The septum of the vial was pierced with the needle of the SPME device, and the fiber was exposed approximately 10 mm above the solid sample. Afterwards the glass vial with the SPME injector was placed in an ultrasonic bath and agitated by sonication for 15 min at 60 °C. After a sorption time of 15 min in the headspace above the sample, the fiber was retracted into the protective sheath and removed from the headspace glass vial. It was transferred without delay into the injection port of the GC–MS. The fiber was thermally desorbed in the injection port at 250 °C for 1 min, and the GC–MS run was started. A desorption time of 1 min was found to be optimum through method development. Each polymeric material was measured twice, and each extraction was performed twice. After each measurement a reference run was performed to ensure that all the components were desorbed from the SPME fiber.
Instrumentation and Analytical Conditions
A 7890A gas chromatograph with a series 5975C quadrupole mass spectrometer (Agilent Technologies Inc.) operated in electron ionization (EI) mode was used for measurements. A 30 m × 0.25 mm, 0.25-µm df DB-5MS UI fused-silica GC capillary column (J&W Scientific) was used for chromatographic separations. Helium, grade 5.0 (Westfalen AG) was used as a carrier gas at constant flow of 1.1 cm3/min. The GC conditions were as follows: programmed temperature of the capillary column from 60 °C (1 min hold) at 7 °C/min to 280 °C (hold to the end of analysis). The temperature of the split–splitless injector was 250 °C, and the split ratio was 5:1. The transfer line temperature was 280 °C. The MS EI ion source temperature was kept at 230 °C. The ionization occurred with a kinetic energy of the impacting electrons of 70 eV. The quadrupole temperature was 150 °C. Mass spectra and reconstructed chromatograms (total ion chromatograms [TICs]) were obtained by automatic scanning in the mass range m/z 35–750 u. GC–MS data were processed with the ChemStation software (Agilent Technologies) and the National Institute of Standards and Technology (NIST) 05 mass spectral library.


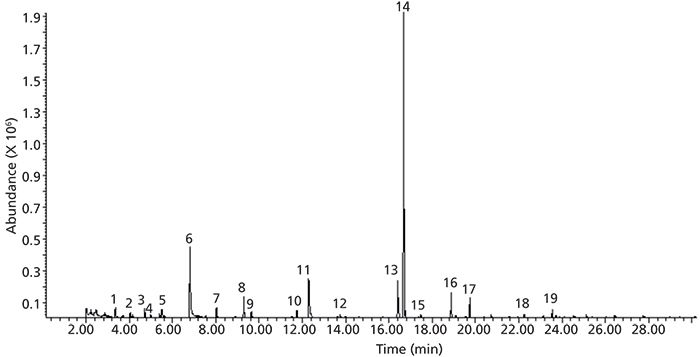
Figure 1: HS-SPME-GC–MS TIC of the rubber membrane from a failed automotive hydraulic cylinder extracted at 60 °C. For peak identification, see Table I.
Results and Discussion
Identification of the Chemical Composition of a Rubber Membrane
The goal of the first study was to find the chemical composition of the rubber membrane from a failed hydraulic cylinder from the automotive industry. The investigated membrane was assigned by pyrolysis-GC–MS at 700 °C to nitrile rubber (poly[acrylonitrile-co-butadiene])(NBR) based on the identified pyrolysis products (15).

For the identification of volatile and semivolatile organic compounds released from the rubber membrane from the failed hydraulic cylinder, the HS SPME-GC–MS technique was used. Figure 1 shows the obtained SPME-GC–MS TIC of the headspace of the extracted rubber membrane at 60 °C. The identification results based on searching in the NIST 05 mass spectral library are summarized in Table I. In the identification, only substances with a matching factor above 900 were taken for consideration. As can be seen from Figure 1, the main component in the headspace above the rubber membrane was the antioxidant 3-tert-butyl-4-hydroxyanisole (BHA) (peak 14). The identified 1,2-dihydro-2,2,4-trimethylquinoline (Figure 1, peak 13) is also used as an antioxidant in styrene–butadiene and nitrile–butadiene rubbers and latexes. Other rubber additives identified in the headspace of the rubber membrane were benzothiazole, antioxidant 2,6-di-tert-butyl-4-methylphenol (BHT) and diethyl phthalate plasticizer (Figure 1 and Table I). The detected benzothiazole was formed by the thermal degradation of 2-mercaptobenzothiazole, which is used as an accelerator for the vulcanization of rubber and as an antioxidant. On the other hand, Figure 2 shows the obtained SPME-GC–MS TIC of the HS of the extracted NBR membrane from the functioning hydraulic cylinder. The identification results are summarized in Table II. As can be seen from Figure 2 and Table II, triallyl isocyanurate (TAIC) was the main component of the headspace above the rubber membrane from the functioning hydraulic cylinder. TAIC is a crosslinking agent for improvement crosslinking efficiency by manufacturing of polymers and rubbers. The rubber obtained by using TAIC has better mechanical characteristics and heat, hydrolytic, and weather resistance. Other compounds released from the rubber membrane were 2-ethyl-1-hexanol (Figure 2, peak 1) (a residual solvent or thermal degradation–hydrolysis product of bis(2-ethylhexyl) adipate plasticizer), α,α-dimethylbenzenemethanol (Figure 2, peak 2), 1,2-dihydro-2,2,4-trimethylquinoline (Figure 2, peak 3), phenanthrene (Figure 2, peak 5), and bis(2-ethylhexyl) adipate (Figure 2, peak 6). 1,2-Dihydro-2,2,4-trimethylquinoline is used as an antioxidant in styrene–butadiene and nitrile–butadiene rubbers and latexes. The identified bis(2-ethylhexyl) adipate (Figure 2, peak 6) is used as a plasticizer and as a functional hydraulic fluid.

The observed differences in the functioning of the two NBR membranes from hydraulic cylinders could be because of the different content of the identified rubber additives, like the crosslinking agent (TAIC), antioxidants, and plasticizers. The obtained analytical results were then used for troubleshooting by the producer.

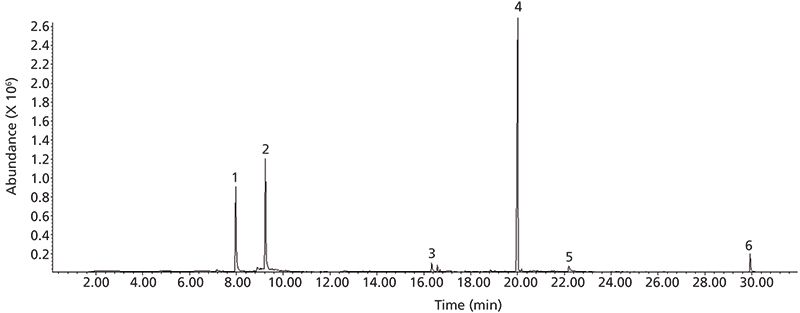
Figure 2: HS-SPME-GC–MS TIC of a rubber membrane from a functioning automotive hydraulic cylinder extracted at 60 °C. For peak identification, see Table II.
Identification of Organic Compounds Released From Car Tire Rubber
Rubbers are frequently filled with opaque materials like carbon black, making them difficult for analysis by spectroscopy. Furthermore, cross-linking makes them insoluble and, thus, many of the traditional analytical tools for organic analysis are difficult or impossible to apply. Each rubber compound in a tire contains rubber polymers, sometimes one, but often a blend of two or more. The more commonly used polymers are natural rubber (NR, polyisoprene), synthetic polyisoprene (IR), polybutadiene (BR), and styrene–butadiene copolymers (SBR). SBR is widely used for tread compounds of a tire, generally in the tire treads of passenger cars, and NR is used in the relatively large-sized tires of buses and trucks. Inner tubes are usually based on butyl rubber, a copolymer of isobutylene with a small proportion of isoprene (15).

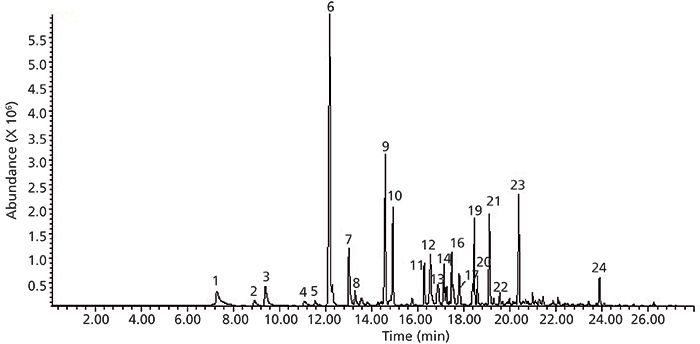
Figure 3: HS-SPME-GC–MS TIC of car tire rubber extracted at 60 °C. For peak identification, see Table III.
In this failure analysis case, a car tire rubber sample from the automotive industry was investigated because it had a strong and unpleasant odor. The material of this rubber was identified as a blend of polyisoprene (IR, isoprene rubber) and poly(styrene-co-1,3-butadiene) (SBR) based on the pyrolysis-GC–MS analysis at 700 °C (16). To find out what substances caused the strong and unpleasant odor the HS-SPME-GC–MS technique was used. Figure 3 shows the obtained SPME-GC–MS TIC of the headspace of the extracted car tire rubber at 60 °C. The identification results based on searching in the NIST 05 mass spectral library are summarized in Table III. In the identification, only substances with a matching factor above 900 were taken for consideration. As can be seen from Figure 3, the main component in the headspace above the car tire rubber was naphthalene (peak 6). Other polycyclic aromatic hydrocarbons (PAHs), including isomers of methylnaphthalene, isomers of dimethylnaphthalene, biphenylene, p-methylbiphenyl, acenaphthylene, trimethylnaphthalene, fluorene, and anthracene, were also detected in the headspace of the tire. The identified benzothiazole (Figure 3, peak 7) was formed by the thermal degradation of 2-mercaptobenzothiazole vulcanization agent. The obtained HS-SPME-GC–MS results of identification were then used for troubleshooting by the producer.

Identification of Organic Compounds Released From a Sealing Rubber Material
The application of the HS-SPME-GC–MS technique can be useful for development, production, and quality control of rubber products. The material of the sealing rubber examined in this application example was identified by pyrolysis-GC–MS at 700 °C as a blend of polychloroprene (CR, chloroprene rubber) and SBR. In the HS-SPME-GC–MS analysis of the material (Figure 4 and Table IV), the residual propylene glycol (Figure 4, peak 3), the residual styrene monomer (Figure 4, peak 4) from SBR, and chloroprene dimers (Figure 4, peaks 9 and 10) from CR were identified using the NIST 05 mass spectral library. The compound detected in the headspace above the sealing rubber 2-ethyl-2-(hydroxymethyl)-1,3-propanediol (ethriol, trimethylolpropane) (Figure 4, peak 8) is a widely used building block in adhesives and sealant materials. The identified ethylene glycol dimethacrylate (EGDMA) (Figure 4, peak 11) is used as a cross-linker and modifier in copolymers. The antioxidant BHT was also found in the examined sample (Figure 4, peak 13).

Identification of Organic Compounds Released From a Car Labeling Reflection Foil
Material testing for outgassing volatile organic chemicals is required in many industries to ensure consumers are not being exposed to harmful contaminants. This is especially important when a material such as plastic is exposed to excessive heat with little or no ventilation. A good example would be plastic materials in a car, such as dashboards, which are exposed to very high temperatures in direct sunlight.

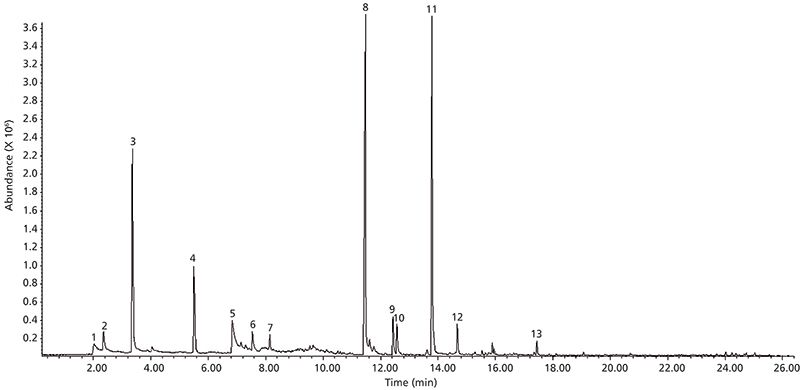
Figure 4: HS-SPME-GC–MS TIC of sealing rubber material extracted at 60 °C. For peak identification, see Table IV.
The next object of identification was a car labeling reflection foil (car wrapping foil). The plastic material of the investigated foil was identified by pyrolysis-GC–MS at 700 °C as polyethylene (PE). To identify volatile and semivolatile organic compounds, the HS-SPME-GC–MS method was used. Figure 5 shows the obtained SPME-GC–MS TIC of the headspace of the extracted car labeling reflection foil at 60 °C. The identification results based on searching in the NIST 05 mass spectral library are summarized in Table V. In the identification, only substances with a matching factor above 900 were taken for consideration. As can be seen from Figure 5 and Table V, the headspace above the car labeling reflexion foil contains dibasic esters (DBEs), such as dimethyl succinate (Figure 5, peak 4), dimethyl glutarate (Figure 5, peak 8), and dimethyl adipate (Figure 5, peak 15). DBEs are a solvent mixture of dimethyl adipate (DMA), dimethyl glutarate (DMG), and dimethyl succinate (DMS) that is used in the paint and coating industry. A dibasic ester–based solvent blend may be considered as a "greener" or environmentally preferable and safer product because of several safety and regulatory attributes, including its biodegradability (17). The identified hexamethylene diacrylate (Figure 5, peak 19) is used as a functional monomer for polymers and as a crosslinking agent between the molecular chains of polymers. Applications of this substance include adhesives and sealants, alkyd coatings, elastomers, photopolymers for electronics, and inks for improved adhesion, hardness, abrasion, and heat resistance (18). The detected benzophenone (Figure 5, peak 20) is added to plastic foils and packaging as a UV blocker to prevent photodegradation of the polymer. Also, (1-hydroxycyclohexyl)phenyl-methanone (Figure 5, peak 21) is used as photoinitiator in UV radiation–curable technologies, which are used in various applications and industry branches such as printing and packaging, coatings, furniture and flooring, adhesives, and special applications (19). Furthermore, the antioxidant 2,6-di-tert-butyl-4-methylphenol (BHT) was also detected in the headspace of the car labeling reflection foil (Figure 5, peak 18).

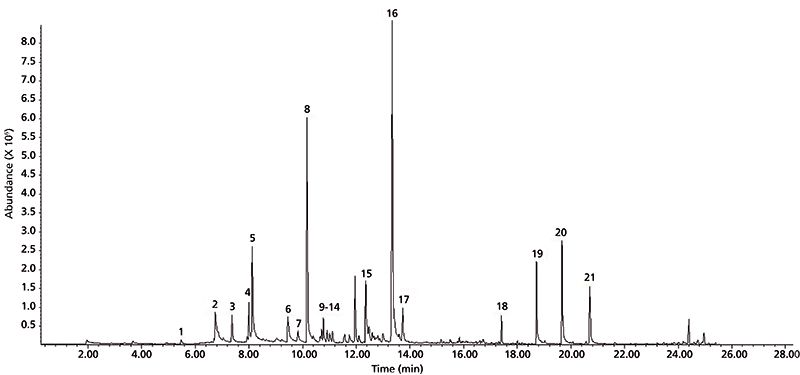
Figure 5: HS-SPME-GC–MS TIC of a car labeling reflection foil extracted at 60 °C. For peak identification, see Table V.
Identification of Organic Compounds Released From a Bone Cement
Poly(methyl methacrylate) (PMMA) bone cement is an essential component in many total joint arthroplasty procedures (20). In a cemented arthroplasty, the main functions of the cement are to immobilize the implant, transfer body weight and service loads from the prosthesis to the bone, and increase the load-carrying capacity of the prosthesis–bone cement–bone system (20). Good quality cement is essential for long-term implant survival, and the preparation of that cement is vitally important. Accurate bone cement mixing and precise application techniques are critical to ensuring the stability and longevity of the prosthesis. PMMA bone cements are usually supplied as two-component systems made of powder and liquid (20). These two components are mixed at an approximate ratio of 2:1 to start the polymerization, which forms the PMMA cement. Powder components are copolymer beads based on poly(methyl methacrylate), initiators such as benzoyl peroxide, contrast agents such as zirconium dioxide (ZrO2) or barium sulfate (BaSO4) to make the bone cements radiopaque, and antibiotics (such as gentamicin or tobramycin) (20). Liquid components of bone cement are methyl methacrylate (MMA) monomer, accelerator N,N-dimethyl-4-methylaniline, stabilizers (or inhibitors) to prevent premature polymerization from exposure to light or high temperature during storage, and chlorophyll or artificial pigments, sometimes added to the cements for easier visualization in case of revision (20).

In our laboratory the HS-SPME-GC–MS technique was used for the identification of organic compounds released from bone cement. Figure 6 shows the obtained SPME-GC–MS TIC of the headspace of the extracted bone cement at 60 °C. The results of identification are summarized in Table VI. The main compound identified using the NIST 05 mass spectral library was the monomer methyl methacrylate (MMA) (Figure 6, peak 2). The identified N,N-dimethyl-4-methylaniline (Figure 6, peak 8) is used as an accelerator of polymerization and ethylene glycol dimethacrylate (EGDMA) (Figure 6, peak 9) is used as a cross-linker and modifier in copolymers. Small amounts of the antioxidant 2,6-di-tert-butyl-4-methylphenol (BHT) (Figure 6, peak 10) and the plasticizers diethyl phthalate (Figure 6, peak 11) and dibutyl phthalate (Figure 6, peak 13) were also detected in the headspace of the bone cement.

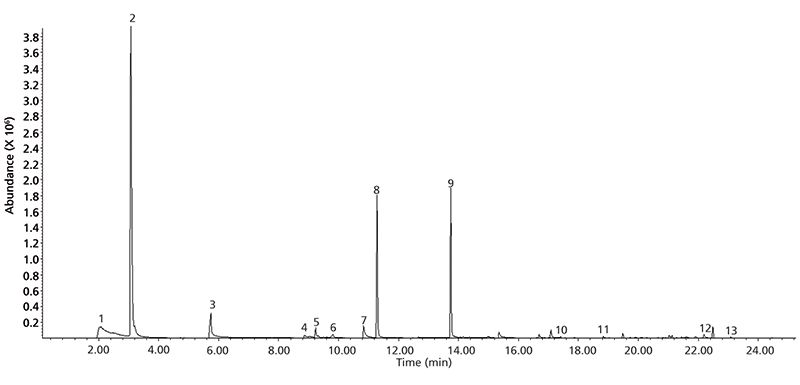
Figure 6: HS-SPME-GC–MS TIC of bone cement extracted at 60 °C. For peak identification, see Table VI.
Conclusions
The HS-SPME-GC–MS analytical method has proven to be a valuable tool for the identification of volatile and semivolatile organic compounds emitted from polymeric materials from many branches of manufacturing, chemical, and automotive industries as well as in failure analysis in the automotive industry. The obtained chromatograms were reproducible for each investigated polymeric material. This technique can be used as a supplement to the analytical pyrolysis-GC–MS method for the characterization of plastics and rubbers. The results obtained also provide very important data for the assessment of the human health risk and the environmental pollution from polymeric materials. The HS-SPME technique can be introduced easily and quickly in every GC and GC–MS chemical laboratory.

Table VI: Volatile and semivolatile organic compounds released from a bone cement by HS-SPME-GC–MS at 60 °C
Acknowledgments
The author thanks Kompetenzplattform Polymere Materialien (Bonn-Rhein-Sieg University of Applied Sciences, Rheinbach, Germany), the firm Dr. Obst Technische Werkstoffe GmbH (Rheinbach, Germany), and Mr. Alexander Pankalla (FolierFieber Carwrapping, Euskirchen, Germany) for the samples. The author is also very grateful to his son Dipl.-Päd. Matthäus Kusch for his revision of the English and comments on the manuscript.
References
(1) A.M. de Oliveira, A.F. Pivato Biajoli, C.H. Vasconcelos Fidélis, R. Gomes da Costa Silva, and F. Augusto in Trends in Sample Preparation, M.A.Z. Arruda, Ed. (Nova Science Publishers Inc., New York, New York, 2006), pp. 1–23.
(2) C.L. Arthur and J. Pawliszyn, Anal. Chem. 62(19), 2145–2148 (1990).
(3) T. Górecki and J. Pawliszyn, Anal. Chem. 67(18), 3265–3274 (1995).
(4) J. Pawliszyn,Ed., Application of Solid Phase Microextraction (Royal Society of Chemistry, Cambridge, UK, 1999).
(5) G. Vas and K. Vékey, J. Mass Spectrom. 39, 233–254 (2004).
(6) M. Hakkarainen, S. Karlsson, and A.-Ch. Albertsson, J. Environ. Polym. Degrad. 5(2), 67–73 (1997).
(7) H. Cižkova, M, Voldrich, and J. Dobiaš, Czech J. Food Sci. 16(4), 81–84 (1998).
(8) D. Butinsky, K. Polowa, S. Sides, and A. Thornquest, J. Pharm. Biomed. Anal. 25(3–4), 379–386 (2001).
(9) A.-Ch. Albertsson, M. Gröning, and M. Hakkarainen, J. Appl. Polym. Sci. 89(3), 867–873 (2003).
(10) P. Kusch and G. Knupp, J. Sep. Sci. 25(8), 539–542 (2002).
(11) P. Kusch and G. Knupp, J. Polym. Environ. 12(2), 83–87 (2004).
(12) C. Dutra, D. Pezo, M.T. de Alvarenga Freire, C. Nerín, and F.G. Reyes, J. Chromatogr. A 1218, 1319–1330 (2011).
(13) M. Hakkarainen, in Advances in Polymer Science, Vol. 211, Chromatography for Sustainable Polymeric Materials, A.-C. Albertsson and M. Hakkarainen, Eds. (Springer, Berlin, Heidelberg, Germany, 2008), pp. 23–50.
(14) M. Kaykhaii and M.R. Linford, Crit. Rev. Anal. Chem. 47(2), 172–186 (2017).
(15) P. Kusch, LCGC North Am. 31(3), 248–254 (2013).
(16) P. Kusch, Eng. Fail. Anal. 82, 726–732 (2017).
(17) http://www.jrhessco.com/dimethyl-esters-a-versatile-alternative-solvent/, Accessed September 28, 2017.
(18) http://www.chemicalland21.com/industrialchem/functional%20Monomer/1,6-HEXANEDIOL%20DIACRYLATE.htm, Accessed September 28, 2017.
(19) W.A. Green, Industrial Photoinitiators, A Technical Guide (CRC Press, Boca Raton, Florida, 2010) p. 144.
(20) http://www.pfiedler.com/ce/1262/files/assets/common/downloads/Principles%20of%20Bone%20Cement%20and%20the%20Process%20of%20Bone%20Cement%20Mixing.pdf, Accessed September 28, 2017.
Peter Kusch is with Hochschule Bonn-Rhein-Sieg, University of Applied Sciences, Department of Applied Natural Sciences in Rheinbach, Germany. Direct correspondence to: peter.kusch@h-brs.de












. | Image Credit: © Joan Vadell - stock.adobe.com")
Detecting Hyper-Fast Chromatographic Peaks Using Ion Mobility Spectrometry
May 6th 2025Ion mobility spectrometers can detect trace compounds quickly, though they can face various issues with detecting certain peaks. University of Hannover scientists created a new system for resolving hyper-fast gas chromatography (GC) peaks.

Altering Capillary Gas Chromatography Systems Using Silicon Pneumatic Microvalves
May 5th 2025Many multi-column gas chromatography systems use two-position multi-port switching valves, which can suffer from delays in valve switching. Shimadzu researchers aimed to create a new sampling and switching module for these systems.


. From industry he went on to Florida State University, where he was assistant professor of both analytical and materials chemistry. Since 2011, he has been at the National Institute of Standards and Technology (NIST), where he is currently Scientific Advisor in the Chemical Sciences Division. André is the author of over 90 peer-reviewed scientific publications, lead author of the second edition of “Modern size-exclusion liquid chromatography,” editor of the book “Multiple detection in size-exclusion chromatography,” past associate editor of the Encyclopedia of Analytical Chemistry and, since 2015, editor of Chromatographia. He has received a number of awards, including the inaugural ACS-DAC Award for Young Investigators in Separation Science, and was also inaugural Professor in Residence for Preservation Research and Testing at the US Library of Congress. His interests lie principally in the area of macromolecular separations, both fundamental and applied.")

New Method Explored for the Detection of CECs in Crops Irrigated with Contaminated Water
April 30th 2025This new study presents a validated QuEChERS–LC-MS/MS method for detecting eight persistent, mobile, and toxic substances in escarole, tomatoes, and tomato leaves irrigated with contaminated water.

