Check Valves and Acetonitrile
John Dolan has discovered that check-value problems have jumped to the top of the list with LC users. He takes a look at them in this month's installment of "LC Troubleshooting."
For most of the past 40 or so years that pressure-driven liquid chromatography (LC) has been used, problems related to air bubbles in the pump and detector have been at the top of the list of LC-related problems. The regular use of helium sparging or vacuum degassing reduced these problems to an acceptable level in many laboratories. More recently, the introduction of in-line vacuum degassing systems has become the norm in most laboratories. My unscientific, finger-in-the-wind survey through e-mail questions, the classes I teach, and Chromatography Forum (www.chromforum.com) suggests that bubble-related problems have given up their historic top position on the LC problem list. This is good news! However, something else must take its place, and I believe that check-valve problems have taken that highest (or lowest, depending upon your perspective) position.


John W. Dolan
Over the last 25 years of writing this column, check valves have been a significant portion of the discussion at least 10 times. The last column dedicated to check valves was published in early 2006 (1). This triggered additional questions and gradually, through the haze, it began to appear that most problems related to sticky check valves were encountered when acetonitrile was used as the organic component of the mobile phase. One of the troubles with trying to get a better handle on this problem is that data are very diffuse and tend to be confounded by changes that make it difficult to pin down a single reason why check-valve problems are so common. This prompted me to issue a request (2) to you, the everyday users of LC, for information that might help clarify this situation. Your responses form the foundation of this month's "LC Troubleshooting" discussion.
Over a year's time, I received inputs from 14 readers, scattered throughout the world in several different industries. Five different brands of equipment and seven models were mentioned, and the comments dispelled my original thoughts that sticky check valves were specific to one or two manufacturers — I believe the problem is nearly universal for ball-type check valves. Also, the problem is associated with acetonitrile — in only one case was another solvent (tetrahydrofuran) mentioned as the organic present with sticking check valves. Finally, it is not one brand of acetonitrile that is the problem — often, users claimed to improve things by switching from brand X to brand Y, but just as often a change from Y to X was recommended by another party. But before we look at what you had to say, let's review how check valves work.
Check-Valve Operation
The most common check-valve design for LC systems is the ball-type check valve shown in Figure 1. This comprises a ruby ball and sapphire seat. Ruby and sapphire are both crystalline forms of alumina oxide known for hardness, inertness, and the ability to be machined into durable components. The check valve operates quite simply. When the pressure below the ball is higher than that above the ball, the ball is lifted off the seat and liquid can flow through it (bottom to top in Figure 1). When the pressure above the ball is higher, the valve closes, preventing any liquid from flowing back through the valve. In most applications, gravity and fluid pressure are the only forces acting on the check valve. For this reason, nearly all complaints about check-valve failure due to sticking relate to the inlet check valves. Outlet check valves have a significant amount of pressure to open or close them and are less prone to failure, whereas inlet check valves have a very small opening pressure available. Some manufacturers use a spring-loaded check valve or an "active" inlet check valve, where additional mechanical assistance is used to open and close the valve; both of these modifications eliminate the sticking problem with inlet check valves, but add complexity and expense. We will concentrate on the simple ball-type valve here; for more information on the active check valve, see reference 1.

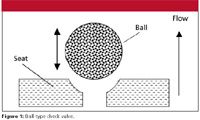
Figure 1
In my discussions with check-valve manufacturers and in reading some patents, I have learned a few details about the manufacturing process. The ruby balls are very close to perfectly spherical — the deviations from a perfect sphere are measured in fractions of micro-inches! The sapphire seats are then ground as shown in Figure 1 to have a spherical radius that matches the ball. The sealing surface is quite small: for example, in one patent (3), the sealing surface is 0.03 mm wide for a 1.5-mm diameter ball. There are additional modifications of this design to improve sealing and aid in proper seating of the ball. One manufacturer described their manufacturing process to me, which included assembly in a clean room and pressure testing each check valve to ensure a tight seal. I have long suspected that a clean-room environment was used in assembly — certainly cleaner conditions than any analytical laboratory I have ever seen. This sheds light on the difficulty many users have when trying to rebuild check valves, because it only takes one tiny bit of dust to keep the check valve from sealing. So if you do attempt to rebuild check valves, take extra care to work under the cleanest conditions possible.
Check valves can be made of materials other than sapphire and ruby. Stainless steel is used in many non-LC applications, but is not sufficiently corrosion-resistant to use with LC mobile phases. Sintered ceramics, comprising alumina oxide or zirconia oxide, are alternative materials that have advantages in manufacturing and, as will be discussed later, can provide more reliable operation with acetonitrile (4).
Readers' Response
Although it is hard to draw any hard conclusions from the various inputs submitted by readers, there definitely are some common themes. First, with the previously noted exception of tetrahydrofuran, all the complaints about sticky check valves involved the use of acetonitrile as the organic solvent. The problems occurred with all brands and models of pumps mentioned, so it appears to be a universal problem. Some readers were convinced that problems were related to mobile phase additives, such as phosphate buffer, or the mobile phase pH, but just as many gave evidence to contradict these complaints. It must be remembered that aqueous buffers can grow microorganisms, and these can prevent check valves from sealing properly. Also, buffers and salts that are solids dissolved in the mobile phase can form crystalline deposits inside the LC system if the liquid portion of the mobile phase is allowed to evaporate. The current discussion centers on check-valve sticking, and does not consider the other major check-valve failure mode — contamination by particulate matter. The various failure phenomena are common enough that they might have confused identification of problems that should be attributed to acetonitrile.
Most readers had developed a semisuccessful procedure to recondition check valves, but rarely did it last for very long. Flushing the LC pump with water, alcohol, or other solvents was not as effective as sonication of the check valves. Most workers favored sonicating for a few minutes in methanol or another alcohol. As has been mentioned in previous columns (for example, 1), if you decide to sonicate the check valves, be extra careful the first time you try it so that if the check valve comes apart in the cleaning process, you can put the pieces back together successfully and in the right order.
I contacted at least three people involved in LC service or technical support for additional ideas. In all cases, their experience was the same as mine — there seem to be so many variables and the failure is not sufficiently predictable to enable one to get a clear cause-and-effect relationship with any single variable.
More Insight
The best source of information I have found is a check-valve patent (4) brought to my attention by one of the readers (thank you, B.H.). This patent relates to the use of sintered ceramic check valves and was issued to Spectra-Physics (now part of the Thermo group) in 1991. If you want more detail, I encourage you to look up this patent, which can be obtained for free through one of the on-line patent search engines. The remaining discussion in this section is based upon information I gleaned from this patent.
The patent readily acknowledges that it is common knowledge that water–acetonitrile mobile phases cause ruby-sapphire inlet check valves to stick shut. They describe one solution of replacing check valves as often as once a week until finding a valve that does not stick. This implies that valve-to-valve variation can be a problem, but more recent conversations with check-valve manufacturers have me convinced that this is not a part-to-part variable today.
The key findings of the patent centered around a series of scanning electron microscopic (SEM) images of various balls and seats. Unfortunately, the SEM images were not included in the copy of the patent I was able to obtain, but the descriptions were sufficient for our purposes. The ruby balls of new, used, and failed check valves showed no discernable differences in the SEM images, suggesting that the ball wasn't the source of the problem. However, the valve seats under different conditions differed considerably. New seats showed a slight texture of grinding marks left from the seal-lapping process. Used seats that still worked had smooth patches on the surface, and failed seats had even smoother surfaces. To ensure that these observations were indeed due to changes over time, the experiments were repeated in which individual seats were tracked through the aging process; the results were the same.
The observation of smoother seats on failed valves supports the hypothesis I heard from others that surface tension, or "sticktion," is the problem. The surface is too smooth and the thin layer of liquid between the ball and the seat causes them to stick together. This is much like the problem you might have encountered if you ever set a glass thin-layer-chromatography plate on a wet laboratory bench. It is practically impossible to pry off the surface. The surface tension hypothesis also supports two other observations from users. One was that once a sticky valve was broken loose, it would work until the system was at rest again for an extended period. The other observation was that taking a problem valve out and allowing it to dry out on the bench for several days often allowed it to be put back into service. A check-valve manufacturer told me that there is a delicate balance between making the sealing surface sufficiently wide to provide a good seal and sufficiently narrow to minimize sticking.
The next question, of course, is if this change in surface is due to wear or to the deposit of something on the surface. Several readers referred to "polymer" buildup on the surfaces, but no one had any hard evidence of this or suggestion for where the polymer might originate. The patent examined the reversible nature of the surface change by taking a seat that had been observed to have a smooth surface and exposing it to a 1400 °F flame for 10 min. After this treatment, the grinding marks reappeared. This supported the hypothesis that something indeed was building up on the surface. They then examined seats with smooth surfaces by Fourier-transform-infrared (FT-IR) spectroscopy to see if the coating could be identified. FT-IR experiments identified components of the residue as aliphatic amines, esters, and possibly ethers. Their conclusions were that the machined surface of the crystalline sapphire presented alumina oxide bonding sites that were activated in the presence of water, presenting a surface that was favorable for the seeding of aliphatic amines. These amines then polymerized to form the smooth patches observed on the surfaces.
The same experiments were repeated on sintered alumina oxide ceramics that were polished or roughened. In no case were the surfaces observed to react with acetonitrile residues, presumably because ceramic does not have the crystal structure necessary to initiate amine polymerization. The patent was issued for a check valve with a ceramic ball and seat. Today, such check valves are available for several makes and models of pumps, but not all of them. My inside sources indicate that ceramic check valves are more expensive and can have leakage problems at very low pressures, but I am not sure how true this is — some readers had very good results with ceramic check valves.
Conclusions
The evidence presented in the patent (4) seems to be consistent with the experiences that readers submitted to me. It appears that there is indeed a polymer residue that builds up on sapphire check-valve seats during extended exposure to acetonitrile. This residue causes the surface to become so smooth that the ruby ball sticks to it as a result of surface tension, not chemical interactions. The surface can be rejuvenated, at least temporarily, by sonication. Sonication in methanol seems to be the most effective treatment — it is likely that the physical agitation of sonication makes this procedure more effective than flushing the valve with different mobile phases.
I again thank all the readers who reported their experiences to me. I would encourage others to e-mail me to add their facts or opinions (put "check valves" in the subject line of your e-mails). Please include the make and model of LC system, the brand of solvents, operating conditions, and any other pertinent information — I will keep the specifics confidential, but will report trends in a future column if there is sufficient interest.
John W. Dolan "LC Troubleshooting" Editor John W. Dolan is Vice-President of LC Resources, Walnut Creek, California; and a member of LCGC's editorial advisory board. Direct correspondence about this column to "LC Troubleshooting," LCGC, Woodbridge Corporate Plaza, 485 Route 1 South, Building F, First Floor, Iselin, NJ 08830, e-mail John.Dolan@LCResources.com For an ongoing discussion of LC trouble-shooting with John Dolan and other chromatographers, visit the Chromatography Forum discussion group at http://www.chromforum.com.
References
(1) J.W. Dolan, LCGC 24(2), 132–138 (2006).
(2) J.W. Dolan, LCGC 25(5), 448–452 (2007).
(3) K. Stark, US Patent 4,228,821 (October 21, 1980).
(4) M.L. Ledtje and D. Long, Jr., US Patent 5,002,662 (March 26, 1991).
















Extracting Estrogenic Hormones Using Rotating Disk and Modified Clays
April 14th 2025University of Caldas and University of Chile researchers extracted estrogenic hormones from wastewater samples using rotating disk sorption extraction. After extraction, the concentrated analytes were measured using liquid chromatography coupled with photodiode array detection (HPLC-PDA).




Polysorbate Quantification and Degradation Analysis via LC and Charged Aerosol Detection
April 9th 2025Scientists from ThermoFisher Scientific published a review article in the Journal of Chromatography A that provided an overview of HPLC analysis using charged aerosol detection can help with polysorbate quantification.

