Automated High-Resolution Semi-Preparative Gradient Recycling Liquid Chromatography: Principles, Design, and Applications
A semi-preparative twin-column recycling liquid chromatography (TCRLC) process was extended from isocratic to gradient elution mode. The main separation challenge is when the sample mixture contains early, nearly coeluting, and late impurities, all at the same time. To further improve classical isocratic TCRLC, the gradient TCRLC (GTCRLC) process was implemented with a 2-position 4-port valve in order to better shave the targeted sample from all these impurities. Prior to fully resolving the target compound(s) from the closest impurities by classical isocratic TCRLC, the added valve enabled full elimination by gradient elution mode of not only the early impurities but also any highly retained late impurities that could contaminate the collected fractions of the target compound(s). This GTCRLC process was entirely automated regarding the initial gradient applied, the recycling conditions, and the actuation times of the two valves. The GTCRLC process was applied for the isolation of a single polycyclic aromatic hydrocarbon (PAH), chrysene, present in a complex PAH mixture. In addition, the GTCRLC process was successfully applied to clean vitamins D2 and D3 from a milk extract and to baseline resolve them.


In a recent article published by LCGC Europe (1), an isocratic semi-preparative separation process based on the old concept of recycling liquid chromatography (LC) (2–6) was described, optimized, and tested for the isolation and identification of unknown impurities present in drug products (7). It is important to recall that recycling chromatography enables the user to virtually increase the length of conventional and insufficiently efficient columns (as a result of system pressure limitations) and is exclusively operated under isocratic conditions to maximize the resolution factor between the few critical compounds to be separated. The twin-column recycling liquid chromatography (TCRLC) process has been applied successfully to solve various separation and purification problems, including small molecules, proteins, polymers, and monoclonal antibodies (mAbs) (8–16). The main purpose of the isocratic TCRLC process is to finally prepare a large enough amount (usually around 1 mg) of targeted compound(s) at a high enough purity level (typically above 95%) for further physicochemical characterization by nuclear magnetic resonance (NMR), X-ray, differential scanning calorimetry, and/or infra-red spectroscopy (1).
However, the current version of the TCRLC process presents an important weakness. When the initial sample mixture contains late impurities, these elute long after the elution of the target compound and they cannot be fully eliminated from the classical isocratic recycling process. In the end, they echo later during the recycling process and may contaminate the collected fractions of the targeted compound already separated from its closest impurities. Overall, this considerably reduces the purity level achieved and the TCRLC process may fail. For instance, this problem was recently encountered during the collection of an unknown impurity of the main drug estradiol, as revealed by two-dimensional 1H-13C NMR experiments (1,7).
Therefore, the goal of this work is to present a practical solution to the above-mentioned problem by eliminating all late impurities prior to running the isocratic recycling process. This added feature of the TCRLC process is very similar to that applied in multi-column solvent gradient purification (MCSGP). The main differences between GTCRLC and MCSGP is that the former process enables extremely challenging separation problems to be solved (selectivity factors as low as 1.01) with both 100% yield (nothing is lost) and 100% purity (zero impurity in the collected fraction). The price to pay is the run time and that it operates best under semi-preparative conditions, that is, under moderate column loading to maintain the integrity of the band shapes. A 1-mg measure of purified impurity compound is typically obtained overnight using 7.8-mm internal diameter (i.d.) columns and a 1-mL injection volume. Therefore, the benefit of MCSGP over GTCRLC is a higher production rate.
The classical TCRLC process was improved and automated with an initial gradient step to shave not only the early impurities but also any late impurities initially present in the sample mixture. In the first part of this work, the different chronological steps of the semi-preparative GTCRLC process are explained in detail. All the information and resources regarding the fundamentals (adsorption thermodynamics) and the automation (timetable of events) of the GTCRLC process have already been reported in great detail in reference 17; they are then briefly recalled in a second part. In the last part, two applications of the automated GTCRLC process are presented: 1) the isolation of a single polycyclic aromatic hydrocarbon (PAH), chrysene, present in a very complex PAH mixture, and 2) the isolation and separation of vitamins D2 and D3 from a milk extract. Finally, based on the observations made, the performance and limits of the proposed GTCRLC process are discussed.
Experimental
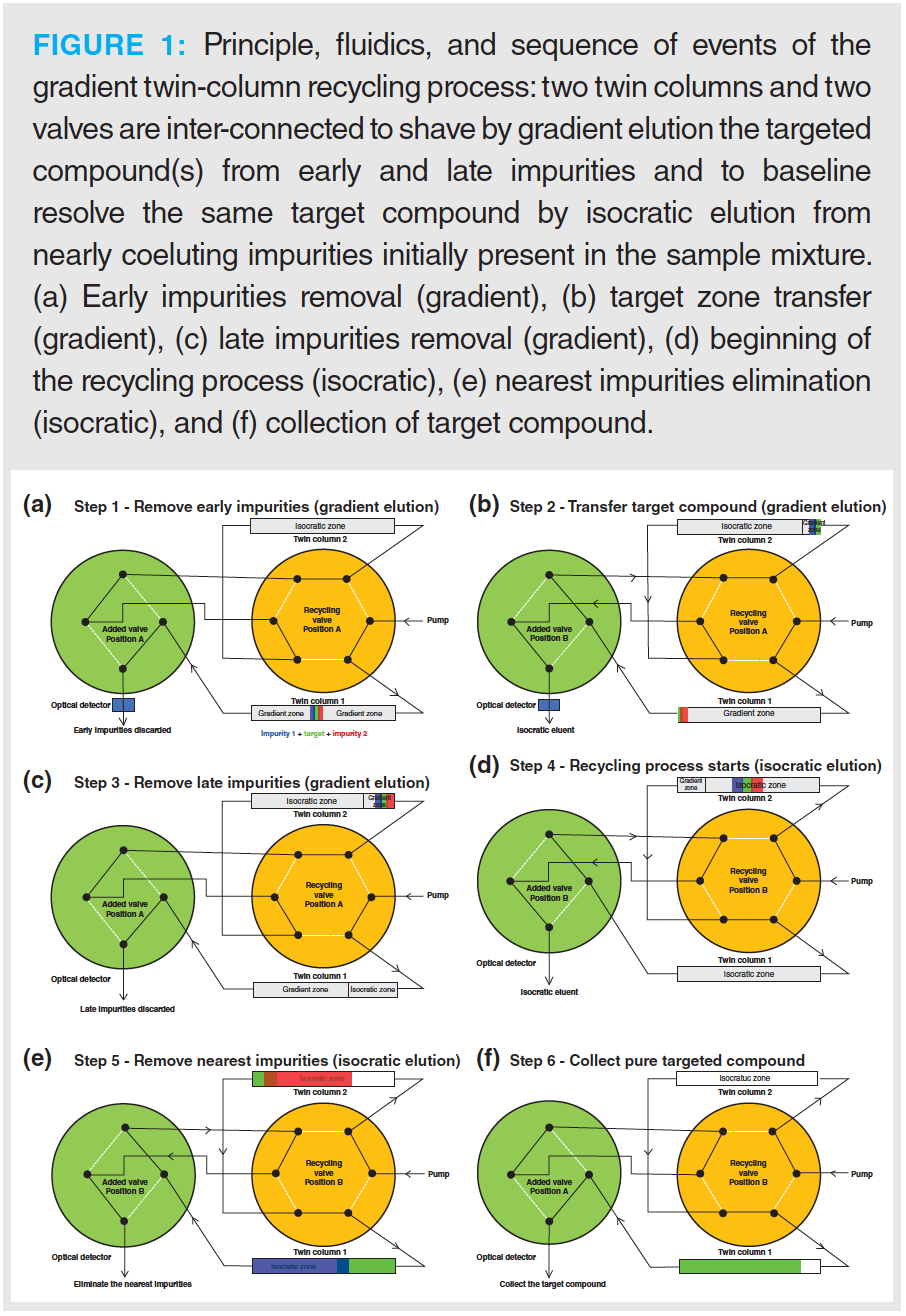
Gradient Recycling Setup: The arrangement of the different equipment and the six successive steps performed during the GTCRLC process are schematized in Figures 1(a–f). The two twin columns packed with the same batch of particles were 7.8 mm × 150 mm Sunfire-C18 columns (Waters). Both columns were connected to a home-made 2-position 6-port recycling valve (right valve), which enables the transfer of the separation zone, including the targeted compound (green colour) and fractions of the nearest impurities (blue and red colours) during the isocratic recycling process. One twin column (column 1) was also connected to a second home‑made 2-position 4-port collection valve (left valve) implemented to eliminate the totality of the early (during the initial gradient step), late (during the initial gradient step), and nearly coeluting (during the subsequent isocratic cycles) impurities.


The high performance liquid chromatography (HPLC) system used to inject the large sample volume (up to 1 mL), to deliver the programmed mobile phase composition as a function of time, to actuate the two valves, and to detect the different compounds (either discarded or collected) downstream of the left valve was the Acquity Arc LC system (Waters). This LC system is equipped with a quaternary solvent delivery pump, a gradient proportioning valve, a 30-µL injection loop connected to four 250-µL extension loops assembled in series, a sample manager, a two‑column oven compartment, and an optical detector located downstream of the left valve and upstream of the fraction collector used to either discard the undesirable impurities or collect the targeted compound(s). The whole system was automated by the software Empower version 3.0 (Waters).
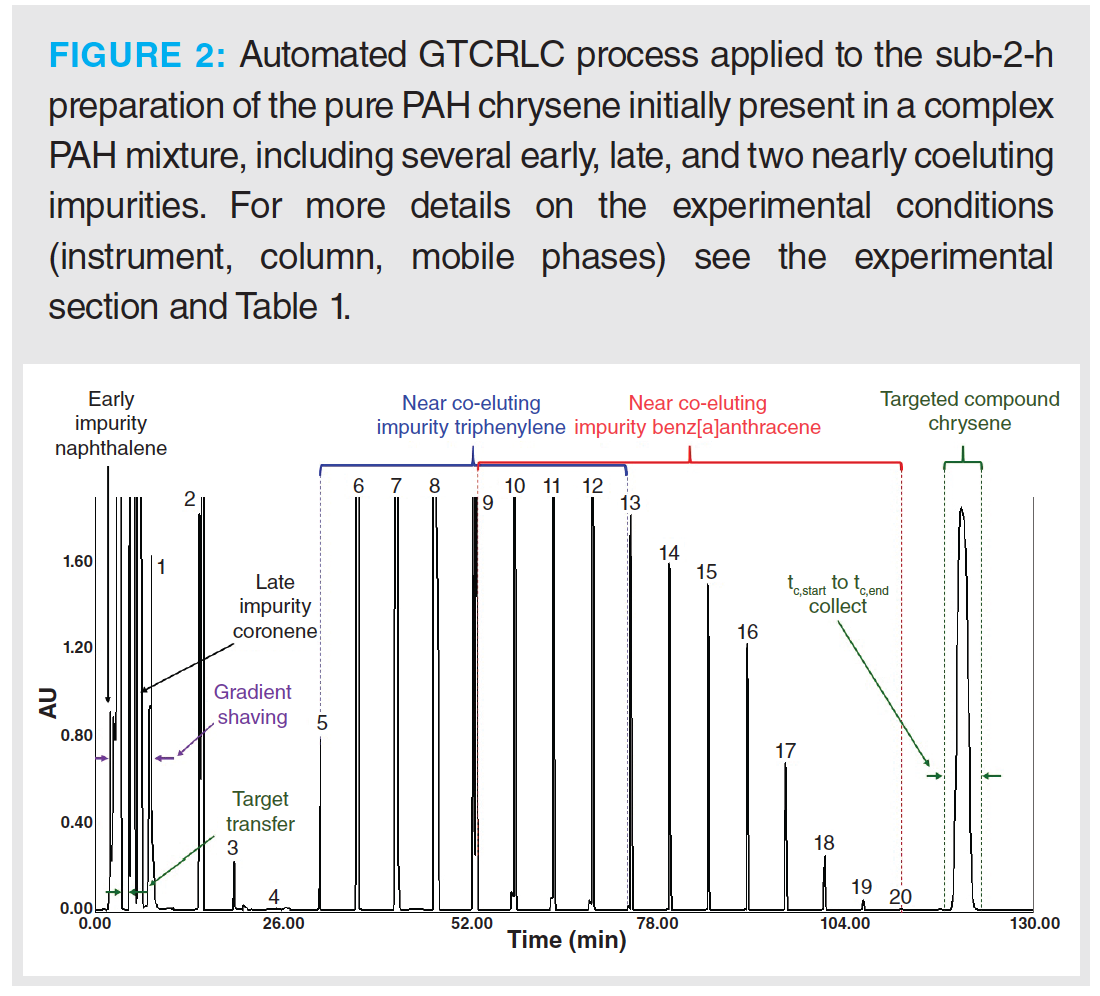
Application 1: PAH Mixture: The PAH mixture was ordered from Chem Service, Inc. It was prepared by dissolving 10 PAH compounds in pure acetonitrile. The 10 PAH analytes were: 1-naphthalene (purity > 99.5%), 2-phenanthrene (purity > 99.3%), 3-anthracene (purity > 99.0%), 4-triphenylene (purity > 99.4%), 5-chrysene (purity > 99.4%), 6-1,2-benzanthracene (purity > 99.5%), 7-pyrene (purity > 98.5%), 8-benzo(a)pyrene (purity > 99.5%), 9-coronene (purity > 98.9%), and 10-1,12-benzoperylene (purity > 99.3%). Their respective concentrations were measured at 100.8, 100.7, 100.8, 100.2, 101.5, 101.0, 100.5, 100.0, 100.9, and 100.5 ± 0.1 µg/mL.
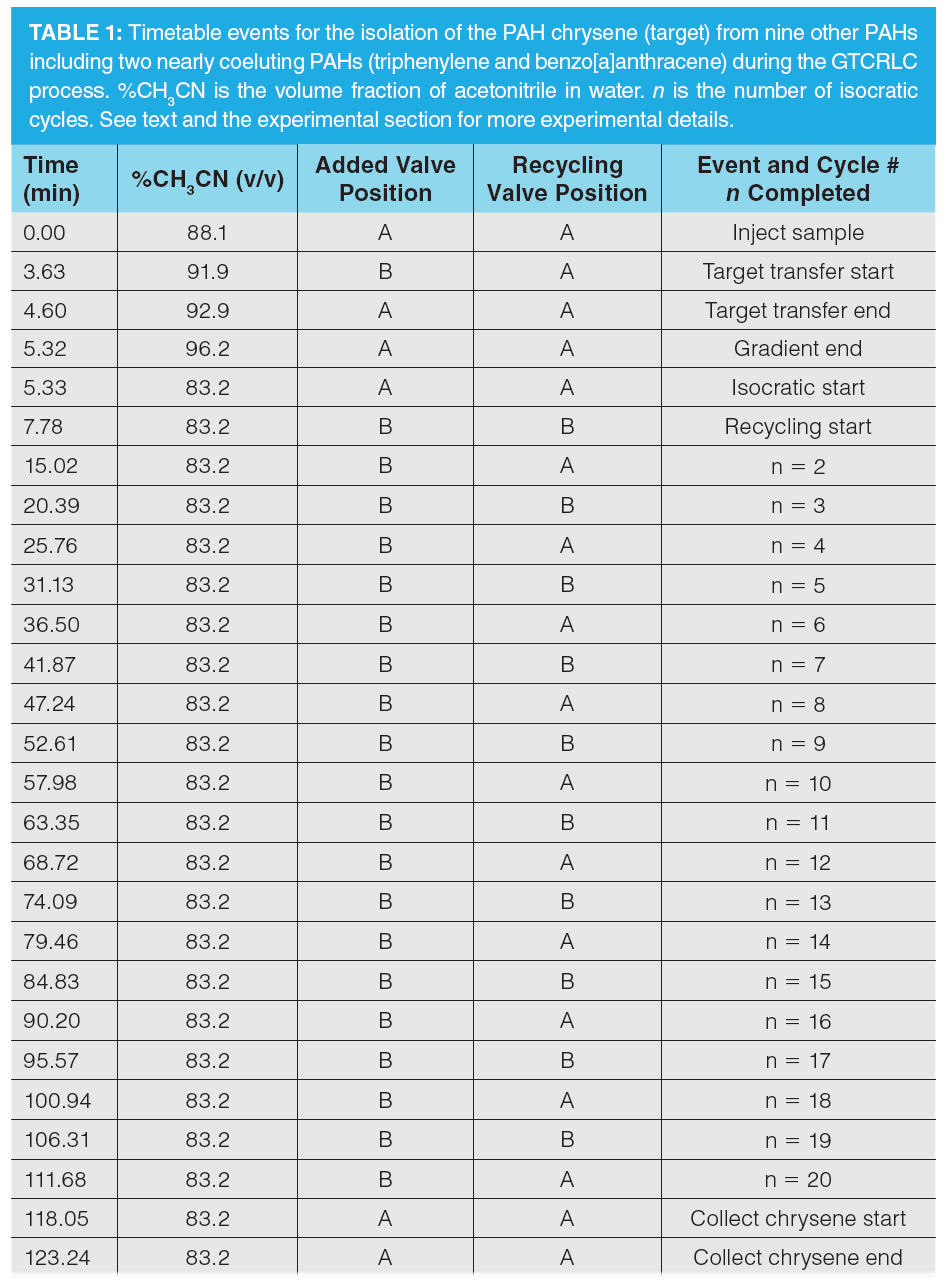
The target compound to be isolated and prepared was chrysene. Triphenylene and 1,2-benzanthracene were the two nearest impurities. Naphthalene, phenanthrene, and anthracene were three early impurities. Pyrene, benzo(a)pyrene, coronene, and 1,12-benzoperylene were four late impurities to be eliminated by gradient elution before starting the isocratic recycling process. The constant flow rate was fixed at 2.5 mL/min, and the temperatures of the two-column ovens and of the two active solvent preheaters were set at 55 ºC. The injected sample volume was fixed at 1000 µL. The UV wavelength was set at 254 nm. The twin column 2 was first equilibrated with the recycling mobile phase mixture of 83.2:16.8 (v/v) acetonitrile–water. The added and recycling valves were in positions A and B, respectively. The recycling valve was then switched to position A and the twin column 1 was equilibrated with the initial gradient 88.1:11.8 (v/v) acetonitrile–water mixture. The gradient consisted of a linear increase of the volume fraction of acetonitrile from 88.1% to 96.2% during 5.32 min. The volume fraction of acetonitrile was then suddenly decreased from 96.2% to 83.2%, allowing for the equilibrium of twin column 1 before the recycling process started a time, t = 7.78 min. All the events regarding the mobile phase composition and the positions of the added and recycling valves are listed in Table 1 as a function of time. This table was used to automate the whole GTCRLC process for the isolation and baseline separation of chrysene from two nearly coeluting PAHs, triphenylene and benzo[a]anthracene.


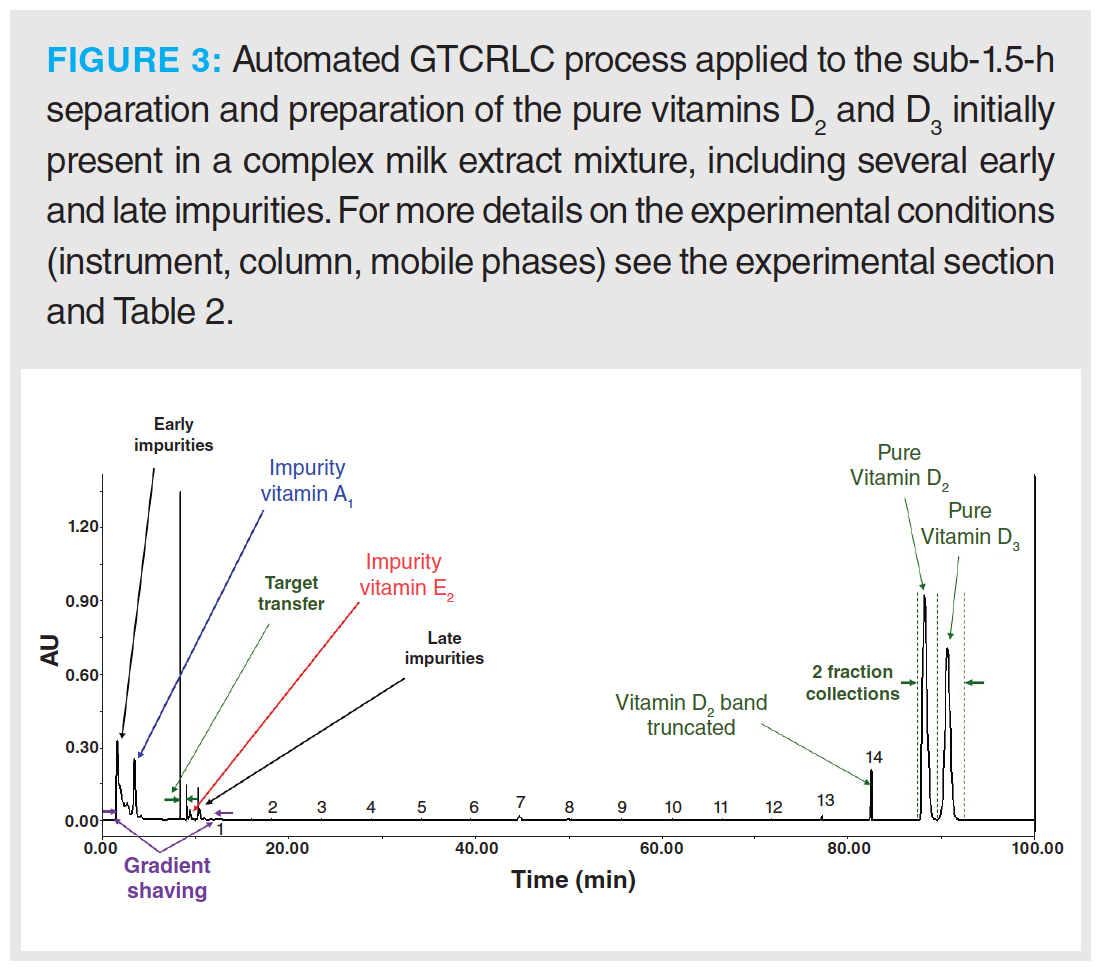
Application 2: Isolation and Separation of Vitamins D2 and D3: Vitamins A1, D2, D3, and E2 (purity > 96%) were purchased from Millipore Sigma. The vitamin mixture was prepared from four separate stock solutions (1 mg/mL) of vitamins A1, D2, D3, and E2. About 4 mg of each solid chemical was dissolved in the corresponding volume of pure methanol. A 100-µL measure of each vitamin solution was pipetted and transferred into a 20-mL vial. A 100× dilution was made by adding the necessary volume of pure water to reach a final solution volume of 10 mL. The final concentration of the four vitamins in the sample mixture was then equal to 10 ppm (g/g). The volume fraction of methanol in the sample mixture was then only equal to about 4%.
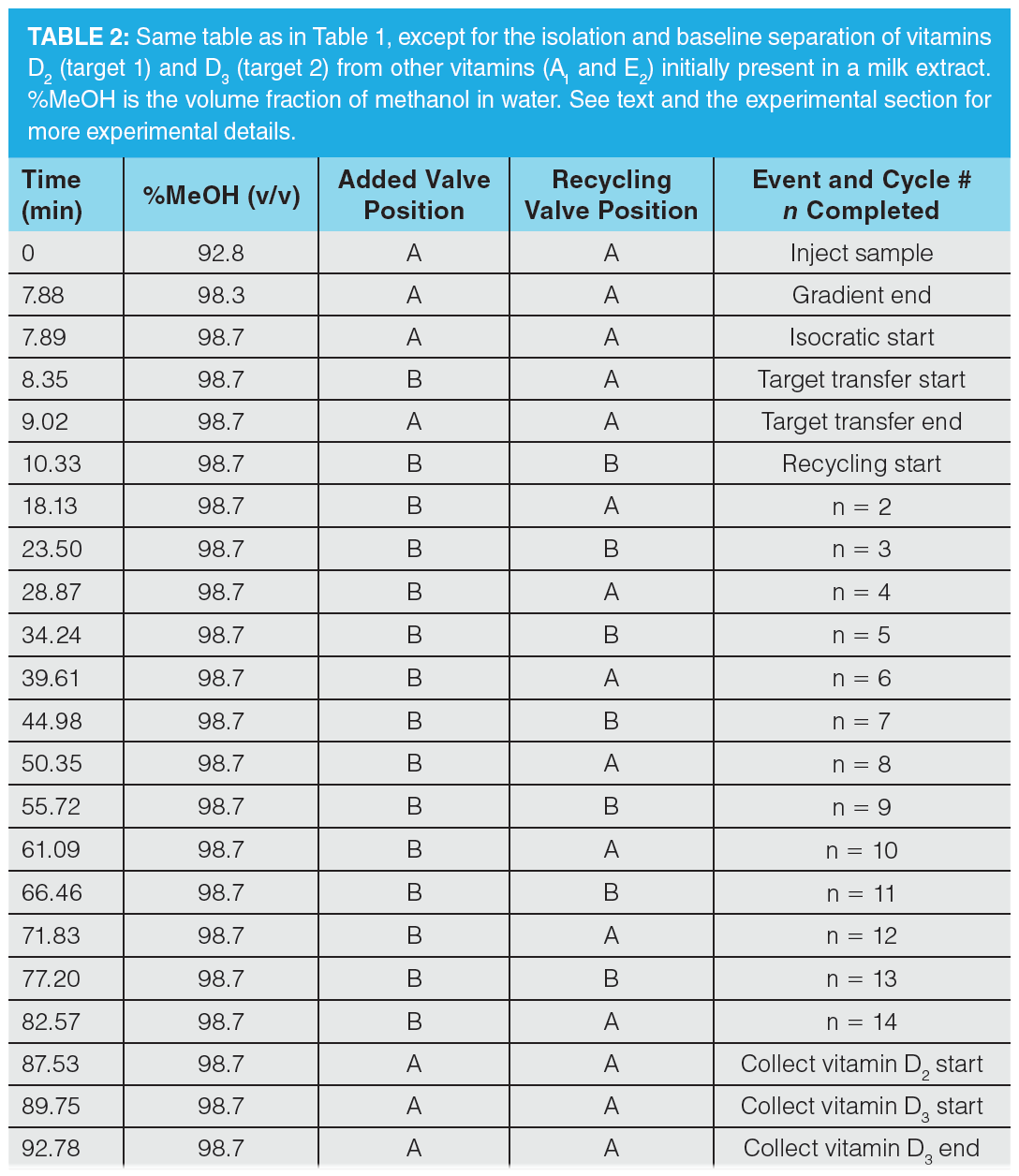
The separation goal consisted of isolating vitamins D2 and D3 from other vitamins and impurities (gradient elution mode) and in baseline resolving them (isocratic conditions) to prepare a sufficiently large mass of pure vitamins D2 and D3. During the entire GTCRLC process, the flow rate was fixed at 2.5 mL/min, the two column ovens and the two active solvent preheaters were set at a fixed temperature of 65 ºC. The injected sample volume was fixed at 300 µL. The UV wavelength was set at 254 nm. The added and recycling valves were in positions A and B, respectively. The twin column 2 was first equilibrated with an eluent mixture containing 98.7:1.3 (v/v) methanol–water. The recycling valve was then switched to position A and the twin column 1 was equilibrated with a mixture of 92.8:7.2 (v/v) methanol–water as the starting gradient mobile phase. During the gradient, the volume fraction of methanol increased linearly from 92.8% to 98.3% during 7.88 min. The volume fraction of methanol was then suddenly increased from 98.3% to 98.7%, allowing for the equilibrium of twin column 1 before the recycling process started at t = 10.33 min. All the events regarding the mobile phase composition and the positions of the added and recycling valves are listed in Table 2 as a function of time.


Results and Discussion
Extending the Classical Isocratic TCRLC Process to Gradient Elution Mode: Principle: TCRLC remains a very successful approach to prepare relatively small quantities (around 1 mg for a 7.8 mm i.d. column and 1 mL injection overnight for about a dozen injections) of targeted impurity compounds that are extremely difficult to separate from nearly coeluting analytes (7). Nevertheless, whereas early impurities (those that elute way before the target compound) can easily be removed from the classical isocratic recycling process by simply actuating the 2-position 6-port recycling valve before transferring the targeted zone from the twin column 1 to the twin column 2, this is not the case for late impurities (those that elute way after the target compound), which may echo during the recycling process and contaminate the collected fractions of the isolated target. As a result, all late impurities should also be eliminated prior to starting the recycling process. It is the same principle as that used in MCSGP. This is the main reason why it was proposed to start the separation process with a gradient run. The different equipment (pump, valves, columns, detector, and fraction collector), their inter‑connection, and the six different steps involved during the complete GTCRLC process are presented in Figure 1.
Step 1, Figure 1(a): The sample mixture (containing the target compound represented in green and the two nearest impurities in blue and red) is injected into the twin column 1 followed by the gradient run. All early impurities and a fraction of the least retained nearly coeluting impurity are then discarded while both the added left valve (green) and recycling right valve (yellow) remain in position A.
Step 2, Figure 1(b): The added valve switches to position B, enabling the transfer of the target compound and of the two nearest impurities from the outlet of the twin column 1 to the inlet of the twin column 2. Note that this transfer occurs under gradient elution mode.
Step 3, Figure 1(c): The added valve switches back to position A, allowing a fraction of the most retained nearly coeluting impurity and all late impurities to be discarded during the gradient. Once the gradient is completed on the twin column 1, this latter is washed and equilibrated with the isocratic mobile phase before starting the classical recycling process.
Step 4, Figure 1(d): Both valves switch back to position B, the isocratic recycling process begins, and the targeted zone (nearest impurities + targeted compound) migrates along the twin column 2.
Step 5, Figure 1(e): As the recycling process is progressing by switching alternately the recycling valve between positions A and B, the band widths of the two nearest impurities broaden and separate from that of the targeted compound until they are truncated and fully eliminated after the required number of cycles.
Step 6, Figure 1(f): After complete elimination of the two nearest impurities during the isocratic recycling process, the lone and pure targeted compound is finally collected.
Process Automation: One important goal of this work was to automate the GTCRLC process so that the user can easily repeat it as many times as necessary to collect the required amount of pure targeted compound. A single instrument method was then prepared by establishing unambiguously the timetable for 1) the volume fraction of the strong solvent delivered by the pump, 2) the successive actuations of the left added valve, 3) the successive actuations of the right recycling valve, and 4) the starting and end times of the fraction collection. This automation was made possible by gathering the minimum but relevant thermodynamic information pertaining to the sample mixture injected. The variation of the retention factors of some analytes (the earliest and latest impurities, the two nearest impurities, and the target compound) as a function of the volume fraction of the organic solvent in water was needed experimentally. This relationship was obtained from a series of four consecutive scouting gradient runs (four gradient times tg increasing from tg = 2t0 to 6t0, 18t0, and to 54t0, where t0 is the hold-up column time) and the inverse method of gradient chromatography (7). The classical gradient and isocratic equations were then directly applied to express the elution times of these relevant analytes as a function of their best respective thermodynamic parameters. It then became straightforward to anticipate: 1) the positions of the analyte bands along either the twin column 1 or 2 at any given time and 2) their elution times from any axial location along the twin columns 1 and 2. For more details on the complete automation of the GTCRLC process, the reader is referred to reference 17. In the end, a timetable was unambiguously built and implemented in the final instrument method.
Application 1: PAH Mixture: The results of the above-mentioned process automation are presented in Table 1. Both valves were initially in position A. All the other details concerning the experimental conditions are given in the experimental section. After the experimental validation of the predicted elution times of the bands of the target compound and of the two nearest impurities, it was found empirically that up to 20 cycles were necessary to complete the baseline separation between the band of benz[a]anthracene (the most critical nearest impurity) and that of chrysene (target compound). The full chromatogram, including the initial gradient step (to shave the target compound from all early and late impurities) and the subsequent isocratic recycling steps (to baseline resolve the target compound from the nearly coeluting compounds), is shown in Figure 2. The optical detector located immediately after the left added valve allowed the practitioner to control and confirm the elimination of all the early impurities (an intense absorbance signal was recorded), the transfer of the target zone from the twin column 1 to the twin column 2 (no UV–vis signal was recorded), and of all late impurities (again, an intense absorbance signal was observed) as designed in this work by applying this initial gradient run. Figure 2 also reveals the cycle after cycle and progressive removal of the least critical, nearly coeluting impurity, triphenylene, which was fully discarded to waste after a total of about 13 cycles. There were another seven isocratic cycles needed to fully eliminate from the two twin columns the most critical of the two nearest impurities, benz[a]anthracene. Beyond t = 115 min,
the band of the target compound, chrysene, was fully shaved from the initially overlapping bands of triphenylene and benz[a]anthracene and was ready to be collected during about 5 min, from t = 118.0 min to t = 123.2 min. The very same run could then be repeated after conditioning the twin column 1 with the starting gradient mobile phase and the same sequence (process run + conditioning) performed multiple times in a row to achieve the desired amount of the pure target compound.


Application 2: Isolation and Separation of Vitamins D2 and D3: In this second application, not one but two target compounds, vitamins D2 and D3,were considered, initially present in a complex milk extract containing other vitamins (A1 and E2) and unknown impurities.
The challenge was not only to shave the bands of these two analytes from those of the early, late, and nearest impurities but also to baseline separate these two vitamins along the twin columns 1 and 2. This meant that the spatial width of the collected zone would reach the column length for a smaller number of cycles than that required for a single target compound. This application stressed out the inherent limitation of recycling chromatography:The practitioner could not target more than a few nearly coeluting compounds in order to pursue a sufficiently high number of cycles, otherwise the bands of these targeted compounds would be truncated cycle after cycle and the process yield would decrease.
Table 2 summarizes the unambiguous series of events for this automated GTCRLC process after running the thermodynamic calibration experiments explained above and in reference 7. As can be seen in Figure 3, only a maximum of 14 cycles could be programmed. For larger numbers of cycles, it happened that the front part of the least retained vitamin D2 was truncated and diverted to trash before collection. Still, the baseline resolution could be achieved in less than 100 min. It is noteworthy that the initial gradient step enabled the user to completely remove all early and late impurities (including vitamins A1 and E2, as well as many other unknown impurities), which eventually did not contaminate the collected fractions of vitamins D2 and D3 after the maximum number of 14 cycles.


Conclusions
This research work has demonstrated experimentally that the classical isocratic TCRLC process can be easily extended to a gradient TCRLC process after simple addition of 2-position 4-port valves and by running an initial gradient method. The gradient run eventually eliminated any undesirable late impurities that could cause failure of the classical isocratic TCRLC process by missing the purity levels desired.
Advantageously, the GTCRLC process can be fully automated in terms of the temporal programming of the delivered mobile phase composition and actuations of the two valves. A maximum of four scouting gradient impulse experiments are needed for calibration prior to running the entire GTCRLC process. In the end, the process is very user-friendly and can be repeated sequentially as many times as necessary to collect the necessary mass of the pure target compound(s) for further physicochemical characterization.
The presented GTCRLC process can also be suggested for various applications. We are currently investigating the cases of 1) the identification of multiple unknown impurities in a drug sample, 2) the identification and purification (> 99.5%) of isomeric oligosaccharides following automated synthesis, and 3) the extension of the liquid recycling process to supercritical fluid chromatography (SFC), which is well adopted in the pharmaceutical industry.
References
- F. Gritti, S. Cormier, F. Riley, and Q. Yan, LCGC Europe 32, 62–70 (2019).
- J. Porath and H. Bennish, Arch. Biochem. Biophys. 1, 152–156 (1962).
- K. Bombaugh, W. Dark, and R. Levangie, J. Chromatogr. Sci. 7, 42–47 (1969).
- K. Bombaugh and R. Levangie, Separation Sci. 5, 751–763 (1970).
- K. Bombaugh and R. Levangie, J. Chromatogr. Sci. 8, 560–566 (1970).
- P. Kucera and G. Manius, J. Chromatogr. A 219, 1–12 (1981).
- F. Gritti, M. Basile, S. Cormier, M. Fogwill, M. Gilar, T. McDonald, F. Riley, and Q. Yan, J. Chromatogr. A 1566, 64–78 (2018).
- J. Zhao, T. Hooker, and J. Jorgenson, J. Microcolumn Separations 11, 431–437 (1999).
- L. Lim, H. Uzu, and T. Takeuchi, J. Sep. Sci. 27, 1339–1344 (2004).
- L. Lim, H. Uzu, and T. Takeuchi, Chromatography 28, 131–135 (2007).
- G. Nagy, T. Peng, D. Kabotso, M. Novotny, and N. Pohl, Chem. Commun. 52, 13253–13256 (2016).
- M. Trone, M. Vaughn, and S. Cole, J. Chromatogr. A 1133, 104–111 (2006).
- Q. Liu, J. Xiao, J. Yu, Y. Xie, X. Chen, and H. Yang, J. Chromatogr. A 1363, 236–241 (2014).
- F. Gritti, M. Leal, T. McDonald, and M. Gilar, J. Chromatogr. A 1508, 81–94 (2017).
- F. Gritti, S. Besner, S. Cormier, and M. Gilar, J. Chromatogr. A 1524, 108–120 (2017).
- F. Gritti and S. Cormier, J. Chromatogr. A 1532, 74–88 (2018).
- F. Gritti, J. Chromatogr. A 1653, 462424 (2021).
Fabrice Gritti currently works as a principal consulting scientist in the Instrument/Core Research/Fundamental Department at Waters Corporation (Milford, Massachusetts, USA).






In the present study, a gradient reversed-phase high-performance liquid chromatography (RP-HPLC) method has been designed and validated to quantify ornidazole (OZ) in the marketed formulation (oral gel) with the application of QbD.


A column with chemically modified column hardware showed improvements in analytical performance for siRNA compared to a conventional stainless-steel column.




